









.png)

















- 软件下载
- 说明书
- 视频教程
- 帮助文档
一、功能简介
切割时激光所造成的割缝对零件的尺寸大小有影响,想微调整零件的尺寸怎么办?——使用【补偿】功能。
零件在实际加工中,有<跟随>和<定高>两种切割方式,其中跟随切割割缝较小,使用普通补偿,定高刀路割缝较大,应使用定高补偿。
| 普通补偿(本文介绍) | 【定高补偿】(点击链接查看使用方法) |
|
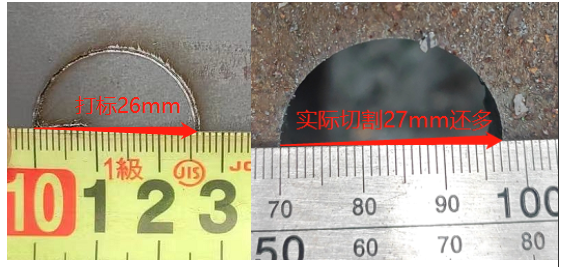
例:在厚管或重管切割作业中,氧气切割是一种常用方法。 由于氧气切割产生的割缝宽度较大,导致实际切割出的孔径可能比设计图纸上的尺寸大1-5mm。同时零件的整体长度可能比预期短2-5mm。 为纠正这种尺寸偏差,需要应用补偿技术,对切割路径进行适当的内缩或扩大调整。 |
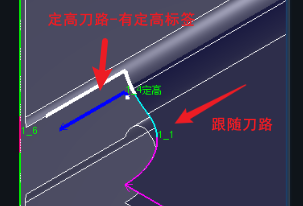
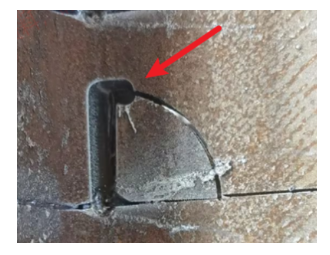
定高切割的割缝比跟随的宽。定高割缝常在8mm左右,跟随割缝常在1mm左右。 如果不考虑定高割缝补偿的话,切割刀路会有明显缺口、或者由于定高割缝大,再切跟随刀路的时候会导致扎头,如下图所示。 |
|
|
|
注意:《》、【】中的内容均为可跳转的教程链接,点击链接,即可查看功能对应的详细参数说明、使用方法。
注意:补偿功能仅用于割缝补偿,若原始零件设置了补偿,【循环套料】后会自动对新接头零件添加相同的割缝补偿,循环套料后请检查零件长度。
如果您正在使用补偿来调整其他原因导致的零件长短问题,请扫码用一分钟将场景告知我们~我们会根据实际场景提供新的解决方案!
二、使用方法
1.自动添加。
导入零件前,在【自动工艺】中开启【补偿】,注意此处的补偿为普通补偿,若想添加定高补偿请在零件导入后操作。

2.手动添加。
| 普通补偿(本文) | 定高补偿 | |
|
单个添加 |
|
|
|
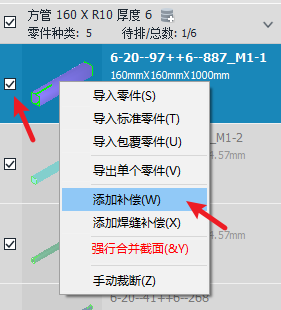
批量添加 |
零件列表勾选,然后点击鼠标右键进行批量设置
|
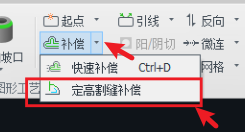
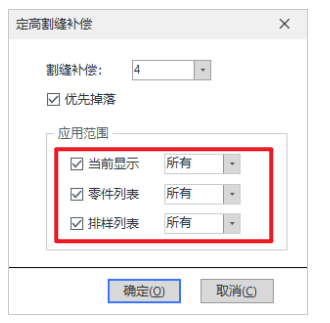
点击定高割缝补偿后,设置参数的同时直接设置生效范围。
|
3.参数释义。
①补偿值:对于孔的补偿值,应为切割出来的实际值减去理论值的一半。
②生效范围:选择选中的刀路,还是主界面零件的所有刀路;以及在选择的零件/刀路中,对切断线还是孔生效。
③样式:内缩(变小)或外扩(变大)。注意对于管上的圆孔或方孔等,无论内缩还是外扩,实际切割效果大小,都是两倍于参数的补偿。
④拐角处理:在拐角处修改成不影响尺寸的圆角时,往内凹的是圆角,往外凸的是直角,这样在切割拐角,可有效减少烧边。
⑤补偿样式功能的详细教程:《补偿拓展样式》。
⑥定高割缝补偿的详细参数解释请参考:《定高补偿》。
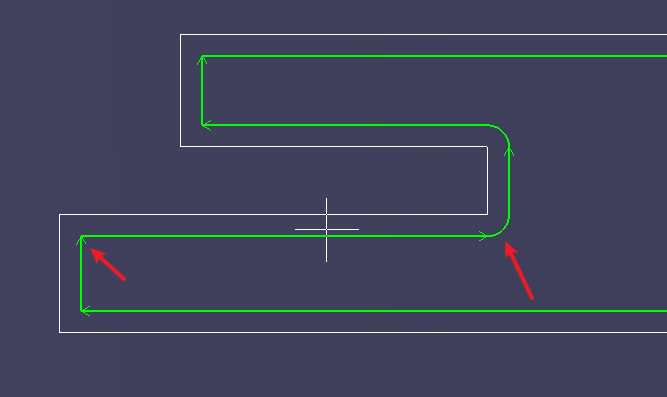
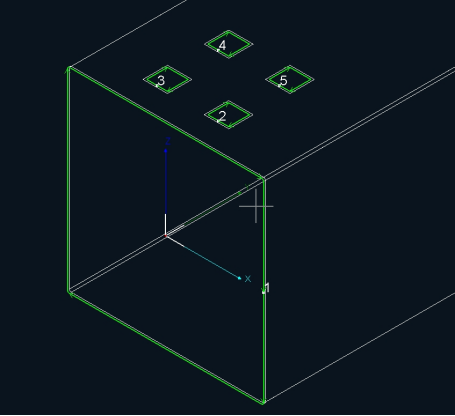
4.补偿效果。
补偿后的原始刀路变为白色,补偿完的刀路变成绿色;且两个刀路之间有一定距离。
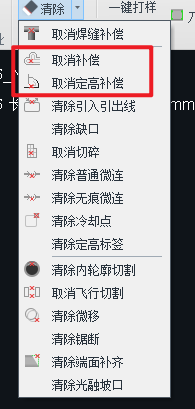
5.清除补偿。
三、常见问题
1.补偿和焊缝补偿是什么关系?
二者完全为两个不同的功能,解决不同的问题。焊缝补偿的功能教程可参考:《焊缝补偿 》。
2.槽口和切断线相连,如何给槽口和切断线加不同的补偿?
参考:《给切断线上的槽口单独加一段工艺》。



-

联系我们
-

在线咨询