



























- 软件下载
- 说明书
- 视频教程
- 帮助文档
TubesT-手动修改轮廓向量
工字钢、有凹角的异型管如果不做任何处理就直接加工,在加工到凹角处就会发生碰撞。此时需要修改轮廓向量。
从7.1.57版本开始,原本的【轮廓向量】功能升级为【刀路防撞】,切割头模型也进行了升级,由chc格式的二维模型,升级至ses的三维模型。

对于刀路防撞检测,推荐优先使用自动防撞功能,使用方法、ses与chc的具体区别见《自动防撞》。
如果自动防撞无法通过,或者不是您想要的效果,也可以进行手动调整。
注意:在手动修改中,边界与自动防撞一致。
ses格式的三维切割头,可以检测坡口刀路(工字钢翼板暂不检测);chc格式的二维切割头,无法检测坡口刀路,只能检测轮廓向量。
二、使用方法
1.权限相关:
7.1.57版本以前,手动编辑轮廓向量在【轮廓向量】功能中进行。
7.1.57版本及以后,手动编辑轮廓向量在【刀路防撞】-下拉三角的【手动修改轮廓向量】功能中进行。

2.操作步骤:
-
- 选取机床上实际加工的用切割头模型,注意不可以随便选择型号

-
- 点击干涉检测,软件将提示存在干涉,并用红色高亮标出了可能存在干涉的位置


-
- 先修改一个倒角:摁住shift,并点击鼠标左键,在没有干涉的位置增加节点,避免被拖动


-
- 摁住鼠标左键,拖动干涉部分的节点,修改至不干涉;此时该倒角无红色高亮
-
- 如果是工字钢:点击【镜像修改】,即可一键修改其他三个倒角

-
- 如果是异型管:在7.1.57.1以前的版本,建议勾选“将修改法向量后的曲线设置为其他图层”。
- 由于修改了切割方向,实际切割的厚度往往会变厚。自动将这部分刀路放到其他工艺图层,然后在TubePro里加工时可以为其另设一套切割工艺。

-
- 编辑完成后,再次点击检测刀路,检测通过后,进行模拟。无误后再导出加工。

工字钢修改视频教程(以1.51版本为例):
三、常见问题

-
【自动防撞】中各参数都是什么意思?
-
- 跟随高度:切割头到零件实体上表面的高度。通常设为1mm不用改。
- 切割头余量:切割头余量1mm对于chc来讲是模型两侧各扩宽1mm来进行防撞,对于ses来讲是切割头(除喷嘴外)与工件模型之间起码要保持1mm距离。
- 偏摆距离:当工字钢翼板有变形时,实际加工可能有碰撞风险,此时可通过调整<偏摆距离>,让切割头在靠近R角处根据设置的偏摆距离提前摆动。

-
-
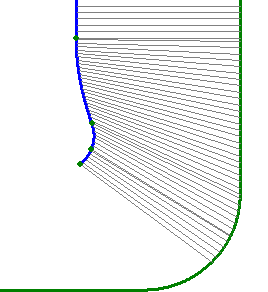
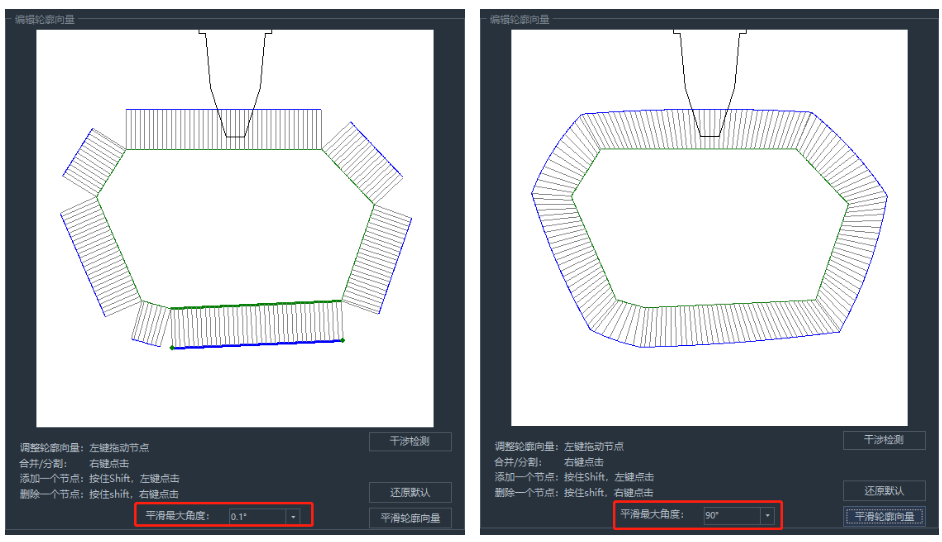
平滑最大角度:当异型管刀路在拐角处有法向量突变的情况时,可以通过平滑最大角度来过渡。
-



-

联系我们
-

在线咨询