













目录
(点击链接后,鼠标中滚轮轻微上滑即可看到对应小标题)
一、基础介绍
二、习惯配置
三、解决方案
注意:《》、【】中的内容均为可跳转的教程链接,点击链接,即可查看功能对应的详细参数说明、使用方法。
正文
一、基础介绍
坡口是激光加工中常见的要素,针对此类要素,TubesT有完善的解决方案,在进行零件处理时,先阅读本教程,可以帮助您更加高效地进行套料!
(1)什么是坡口?
只有成品件壁厚上形成了坡面,也就是内外壁长度存在差值,才叫坡口。

答案:上图白色箭头处内外壁长度相等,没有形成坡面,不属于坡口。
(2)坡口有哪些作用?
| 场景 | 特点/作用 |
|
焊隙
|
线接触 开坡口满足焊接要求——留焊隙 |
|
拼贴
|
面接触 开坡口满足拼接要求——严丝合缝 |


二、习惯配置
在正式开始操作前,请先确认您已经阅读过《入门课程(文档)》,知晓套料软件在整个加工流程中的作用,以及各种文件格式的使用方法。
其次,可以根据自己的实际情况提前将软件配置好,让后面的操作过程更加流畅。
| 场景 | 配置方法 |
|
使用坡口功能前,需要开启坡口(型钢机自动开启)。 若没有开启,可能会出现下文提到的功能在您的软件界面中找不到的情况! |
《启用坡口》 |
| 希望软件中用直径显示圆的尺寸还是直径显示? | 《圆的表达方式》 |
| 希望排样文件可以备份,方便实际加工时发现工艺不对,来重新修改刀路。 | 《保存YXY文件》 |
三、解决方案
1.按照成品效果、原图纸情况,确定图纸处理方式。
| 成品效果 | 图纸情况 | 要求 | 方法 | 对应教程 |
|
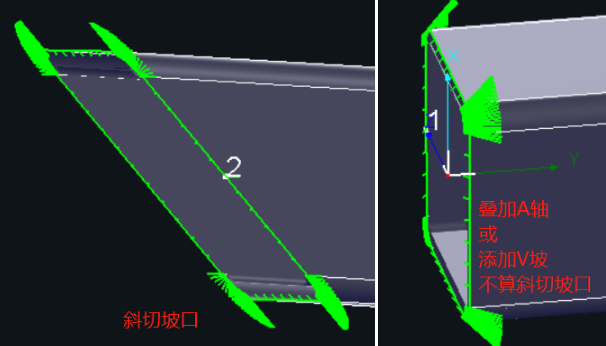
斜切坡口
|
没有图纸 |
想要在套料软件内绘制 |
软件内绘制 |
|
|
圆管三通坡口
|
软件内绘制 |
《绘制通用坡口零件》 | ||
|
图纸、刀路、实物完全一致,不需要软件内修改
|
图纸画的就是成品 |
不需要额外开焊隙 |
软件内识别坡口 |
《识别和扫描坡口》 |
|
|
图纸画的就是成品 |
圆管T形拼接——尽可能贴合 |
软件内识别坡口 |
《圆管T型拼接,尽可能贴合》 |
|
没有图纸,想要在软件内绘制 |
绘制零件 |
|||
|
|
图纸画的就是成品 |
坡口等径圆管三通 |
软件内识别坡口 |
《坡口等径圆管三通作图技巧》 |
|
没有图纸,想要在软件内绘制 |
绘制零件(V槽+切断) | |||
|
|
图纸画的就是成品 |
圆管三通内壁贴合、外壁留焊接缝隙 |
软件内识别坡口 |
《圆管三通内壁贴合、外壁留焊接缝隙》 |
|
没有图纸,想要在软件内绘制 |
绘制零件(V槽+切断)+叠加ab轴 | |||
|
图纸无坡口、刀路有坡口、实物有坡口
|
画好了图纸 但是端面和孔没有绘制坡口 |
套料软件内添加坡口 |
软件内添加坡口 |
《添加坡口》 |
|
图纸无坡口、刀路部分有坡口、实物部分有坡口
|
画好了图纸 但是局部位置没有绘制坡口 |
软件内给不封闭的一小段刀路加坡口 |
软件内局部添加坡口 |
《局部添加坡口》 |
|
|
画好了没有铲背效果的图纸 |
套料软件内加一条铲背的刀路 |
《包覆线》+《叠加AB轴》 |
《角钢铲背》 |
|
没有图纸 |
想要在软件内绘制 |
|||
|
圆管三通坡口
|
绘制了未开焊隙的马鞍口零件 |
在套料软件内开渐变焊隙 |
识别坡口 然后软件内叠加坡口
|
参数选择:描述叠加过程+V+内轮廓+基于截面法向量+拉伸截面 注意:如果想要在此效果上留出更大的缝隙,最后一个参数用绕轨迹 |
|
圆管三通坡口
|
绘制了未开焊隙的马鞍口零件 |
在套料软件内开均匀焊隙 |
识别坡口 然后软件内叠加坡口 |
参数选择:描述叠加过程+V+内轮廓+基于坡口法向量+拉伸截面 注意:如果想要在此效果上留出更大的缝隙,最后一个参数用绕轨迹 |
|
整圈开Y坡
|
绘制了未开焊隙的马鞍口零件 |
在套料软件内对断面开整圈Y型焊隙 |
识别坡口 然后软件内叠加坡口 |
参数选择:描述叠加过程+Y+内轮廓+基于坡口法向量+轨迹 注意:若超摆角则添加失败 |
|
插入式 孔开整圈焊隙
|
绘制了未开焊隙的管面孔 |
在软件内开孔的整圈焊隙 |
识别坡口 然后软件内叠加坡口 |
参数选择:描述叠加过程+V+内轮廓+基于坡口法向量+绕拉伸截面转 注意:请勿选择绕轨迹转 |
|
面接触、面贴合的孔
|
绘制了未开焊隙的管面孔 |
在软件内 使异径三通面贴合 |
识别坡口 然后软件内叠加坡口 |
参数选择:描述叠加过程+V+外轮廓+坡口法向量+绕支管拉伸截面转 或者 绕轨迹转 |
|
面贴合的支管端面
|
绘制了马鞍口支管 |
在软件内 使异径三通面贴合 |
不识别坡口 然后软件内叠加坡口 |
参数选择:描述叠加过程+V+外轮廓+截面法向量+绕主管拉伸截面转 或者 绕轨迹转 |
|
|
没有图纸 |
想要在软件内绘制 方管T型包倒角拼接 |
绘制零件 |
《方管T型包倒角拼接如何做图 》 |
|
|
没有图纸 |
想要在软件内绘制 |
绘制零件+叠加ab轴 |
《矩形管L形拼接——内壁贴合,缝隙均匀》 |
|
已经绘制了图纸 |
软件内添加焊隙 |
识别坡口+叠加ab轴 |
||
|
|
没有图纸 |
想要在软件内绘制 |
绘制零件+叠加ab轴 |
《矩形管L形拼接——内壁贴合,A轴摆角固定》 |
|
已经绘制了图纸 |
软件内添加焊隙 |
不识别坡口+叠加ab轴 |

























2.坡口防撞
切割头在切坡口的时候会摆动,此时容易和零件体发生干涉,因此若存在坡口刀路,建议配置ses三维切割头模型,使用【刀路防撞】来进行检测。
如果您未配置ses三维切割头,可以使用【法向量错误检测】功能进行辅助,法向量错误检测可以检测一些明显错误的坡口刀路。
3.坡口排样
当零件检查完毕后,就可以进行排样。——详细教程:《自动排样》。
特别地,对于坡口还有以下注意事项:
(1)坡口共边:
勾选“坡口全等共边”后,方圆管、角钢、槽钢、工字钢的斜切坡口支持共边。
注:直切刀路添加的坡口,不支持共边。
勾选“孤岛坡口共边”后,循环套料的以下坡口支持共边,刀序为单零件切割:
直接头:保留直切刀的V坡,不保留直切刀的V坡。
中心z接头:保留直切刀的V坡,不保留直切刀的V坡。
边缘z接头:V坡。
(2)坡口零件间距:
零件间距目前是按照刀路来设置的,暂时不考虑光的影响面。若有坡口零件,排样时请将零件间距设置为大于壁厚*2+6。否则可能会影响坡口的切割效果。
排样后按照常规进行【排序】即可。
4.坡口工艺区分
当需要对坡口和非坡口的工艺进行区分的时候,可以使用【工艺区分】功能。——详细教程可参考:《工艺区分》。

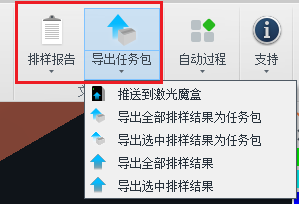
5.导出加工文件
排样排序后,就可以将排样结果导出。——详细教程可参考:《导出加工文件》。
同时,您也可以导出排样报告单。——详细教程可参考:《排样报告单》。