









.png)

















- 软件下载
- 说明书
- 视频教程
- 帮助文档
一、简介
对于需要T形拼接的H钢零件,TubesT(切管机)和TubesT-H(型钢机)可以对标准零件自动生成多种T形拼接刀路,省去绘制零件的时间,快速进行打样。
其中,【H钢T形拼接样式1】的拼接效果和刀路设计如下图所示:

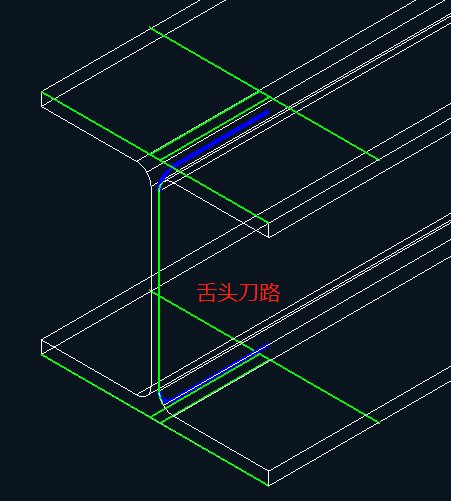
说明:建议关闭渲染防止看不见设置后生成的定高刀路。

二、操作步骤
1.在主界面中单击【一键打样】→【H钢T形拼接样式1】。

2.结合实际需求,设置T形拼接的翼板分片方式、舌头参数。
如果需要在翼板添加坡口便于焊接,可以勾选【坡口设置】,设置翼板的坡口类型和角度。(2026V1版本开始支持)
也可直接点击【自动生成推荐参数】,由软件自动生成推荐的加工刀路。
使用【自动生成推荐参数】后,会根据零件尺寸进行自动计算。当实际加工效果与预期不符时,也可以参考下方参数释义进行设置调整。
说明:若舌头参数设置不合理,则不会生成刀路,日志栏处会显示“取消”。

3.设置应用范围和生效切断线后,点击【确定】即可自动生成刀路。
三、参数释义
1.翼板分片方式
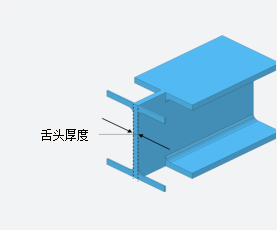
(1)舌头厚度
根据实际需求设置舌头的厚度。
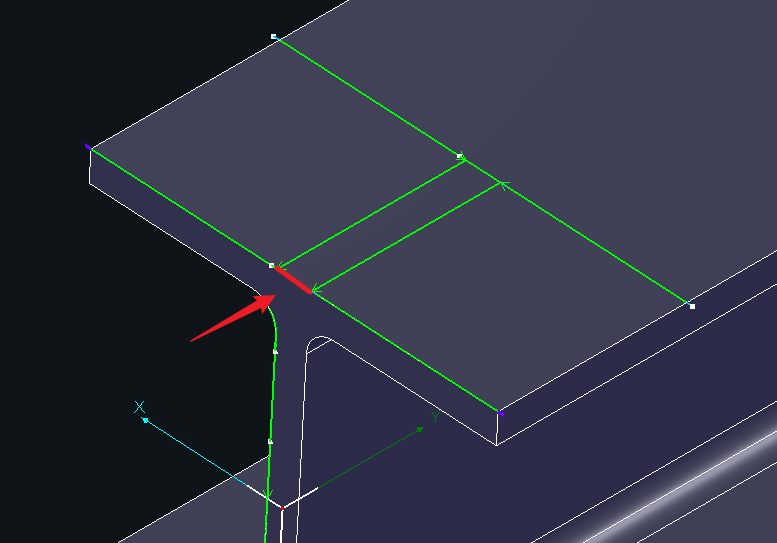
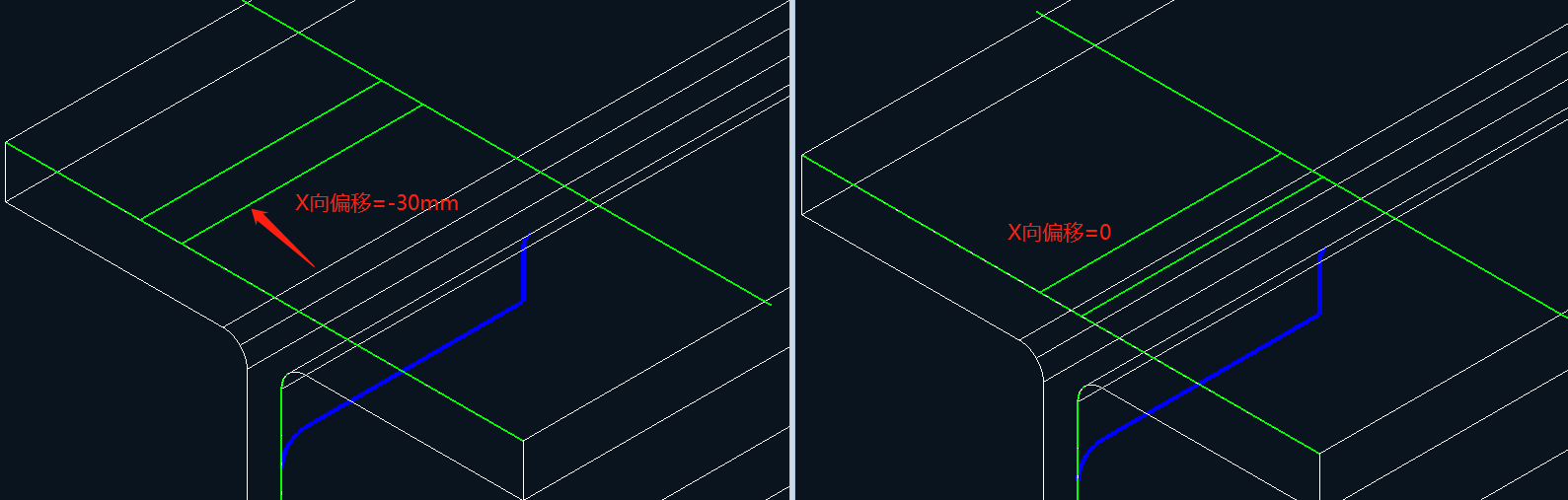
(2)X向偏移
【X向偏移】可以用来调整翼板切片中心的位置。
翼板的切割刀路是完全贴着腹板壁的,为了不切到壁厚上,就需要较高的精度保证。但实际加工中,管材可能本身有一定的误差(如实际工字钢管材的腹板可能不在零件正中间)。此类情况下,可以设置【X向偏移】参数,将中心偏移至和实际材料一致。
(3)近翼板切割方式
-
-
- 舌头焊缝要求:切管机可选择【角焊缝】、【对接焊缝-单面填焊】和【对接焊缝-双面填焊】;型钢机可选择【对接焊缝-单面填焊】和【对接焊缝-双面填焊】。
-
-
-
-
- 角焊缝:仅适用于切管机。舌头侧面为竖直结构,采用定高切割方式。
-
-


(切管机示意图)
-
-
-
- 对接焊缝-单面填焊:舌头侧面为单侧坡口(V型),采用跟随切割形成焊接坡面,仅一侧进行填焊。
-
-

(切管机示意图)

(型钢机示意图)
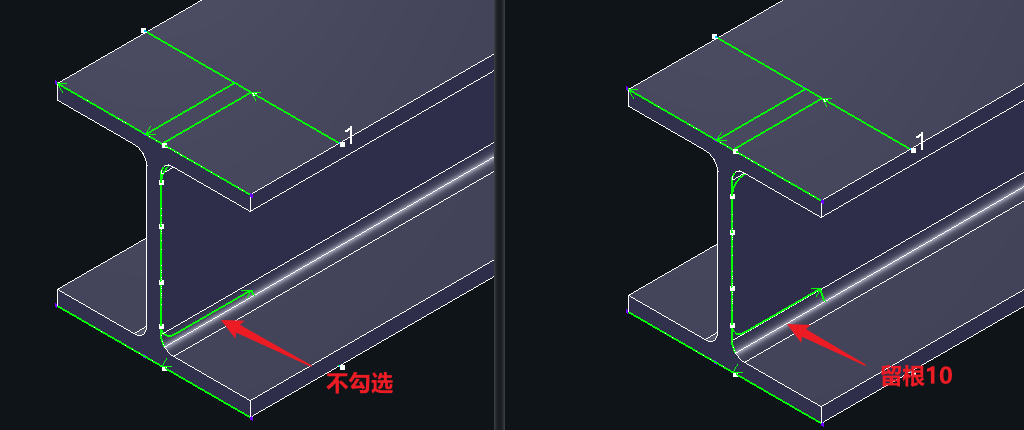
提供两种舌头宽度设定方式:
① 勾选【采用背面留根计算舌头参数】设置背面留根。推荐设置为0 mm。
② 在【第二步:舌头参数】直接设置舌头宽度。勾选【采用背面留根计算舌头参数】前后对比效果如下图所示。
说明:若您为型钢机用户,选择【对接焊缝-单面填焊】后,无【采用背面留根计算舌头参数】参数设置项。
说明:两种设定方式互斥。如设置背面留根后,舌头宽度参数会置灰,不可编辑。如下图所示。

-
-
-
- 对接焊缝-双面填焊:舌头侧面为对称坡口结构,两侧均可进行填焊。
-
-

勾选该参数后,【第二步:舌头参数】处【舌头宽度】将置灰,不可编辑。如下图所示。

-
-
- 根部生成过焊孔:舌头根部生成过焊孔,采用定高切割方式。可设置【半径】,控制过焊孔的大小。
-
2.舌头参数
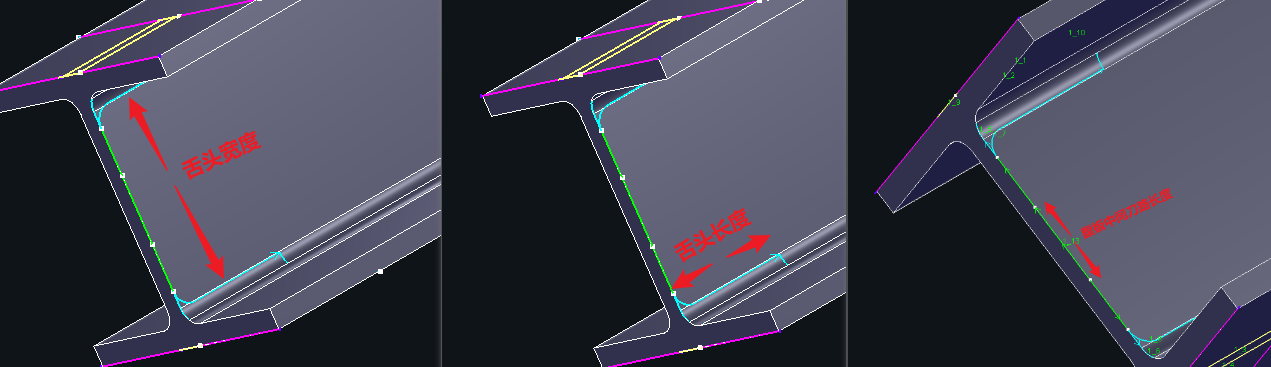
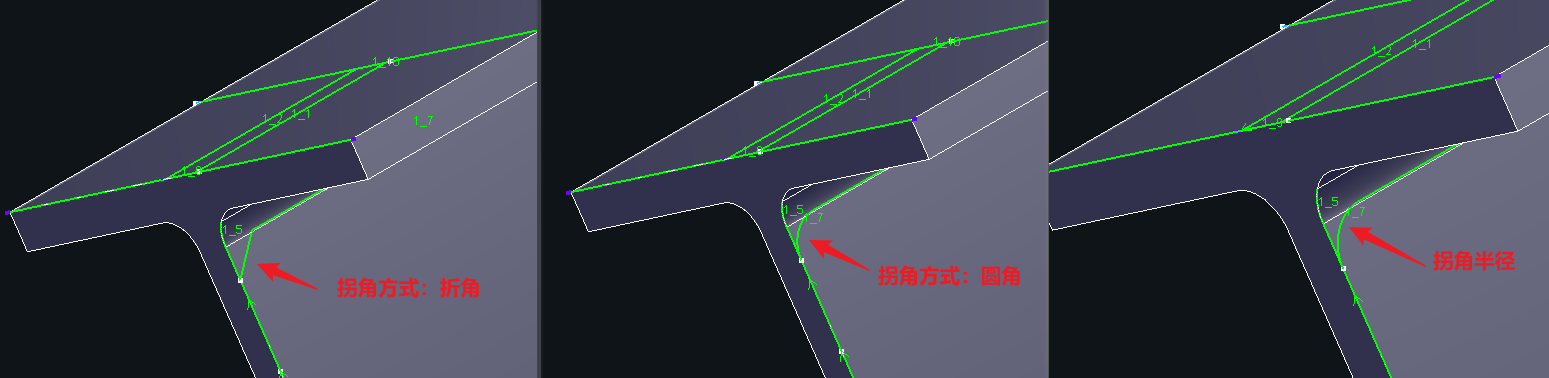
舌头参数可自定义设置,包括【舌头宽度】、【舌头长度】、【拐角样式】、【拐角半径】、【腹板中间刀路长度】、【与上翼板距离】和【与下翼板距离】等。相关参数示意图如下。

 (型钢机)
(型钢机)

如果想要仅在前切断线或后切断线打样,可以勾选相应的范围【生成前切断线】、【生成后切断线】。
3.拼接后的效果
可勾选【坡口设置】。

在H钢的T型拼接中,可以对【前上翼板】、【前下翼板】、【后上翼板】和【后下翼板】分别设置焊接缝隙。
如果不需要留焊接缝隙,请选择【无坡口】;如果需要留焊接缝隙,支持【V上坡】和【Y上坡】,可调整坡口角度和留根。
此外,如果在【第一步:翼板分片方式】勾选【根部生成过焊孔】,则V上坡不支持取消直切刀,即V上坡默认勾选【V上坡启用直切刀】且不可编辑;如果未勾选,则可按需勾选【V上坡启用直切刀】。如下图所示。


4. 应用范围
可选择【当前显示零件】、【当前截面选中零件】或【当前截面所有零件】。
如果想要仅在前切断线或后切断线打样,可以勾选相应的范围【生成前切断线】、【生成后切断线】。

![]()



-

联系我们
-

在线咨询