









.png)

















- 软件下载
- 说明书
- 视频教程
- 帮助文档
一、简介
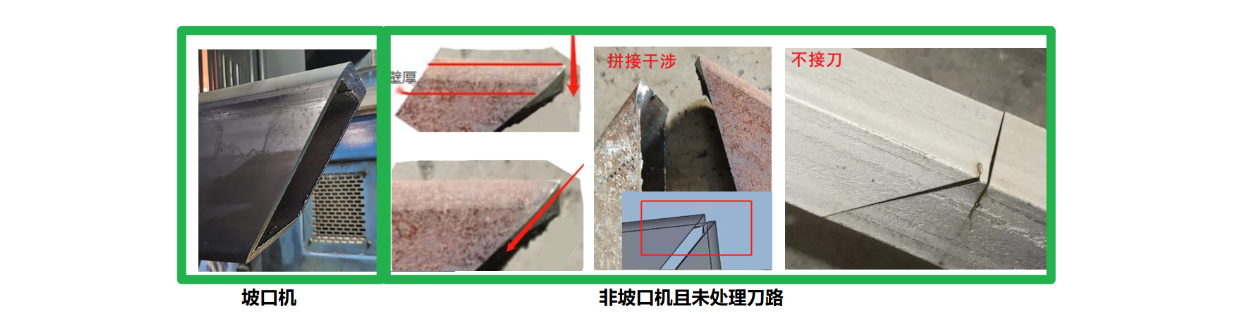
非坡口切割机,激光方向是垂直于管材拉伸方向的。受到这个的限制,斜切管材时,最终生成的切断面和图纸中的不一样,如下图:
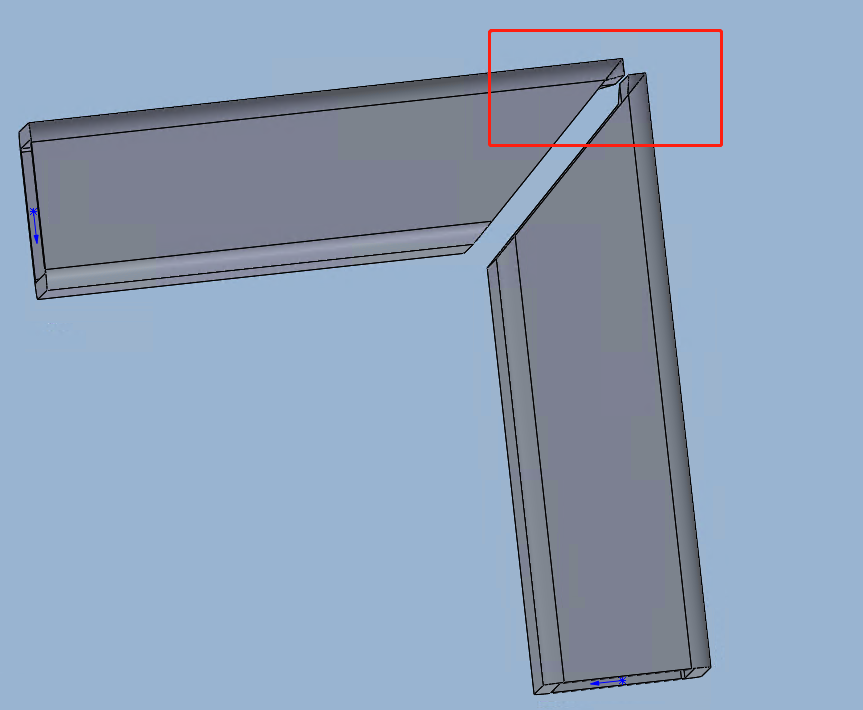
壁厚上的凸起,造成零件在后续的拼接并焊接时无法成功拼接。为了解决上述问题,需要对切割路径在原图纸的基准上进行调整,这种调整方式称为【焊缝补偿】。
二、使用场景
1、适用范围
封闭管且有内轮廓,且截面不带尖角(即R=0)(有尖角的需要提前倒为圆角)
特殊刀路中的角钢、槽钢以及使用过【一键特殊刀路】的无倒角矩形管
2、场景案例
-
-
- 案例1:圆管T型拼接/斜切
-

-
-
- 案例2:角钢、槽钢、矩形管斜切
-
详情请参考《TubesT-非坡口机矩形管/角钢/槽钢斜切刀路处理教程》。
三、使用方法
1、对零件、刀路单独添加
选中零件、刀路后,点击工艺设置中的【焊缝补偿】,即可添加。

管理焊缝补偿参数(TubesT 25v3.4版本新功能)

(1)拐角自动内偏移:详细功能介绍见《拐角自动内偏移》。
(2)LC壁厚过切:绘图不规范、或者切割有偏差时、或希望留安全切割距离时,可以使用【LC壁厚过切】功能偏移刀路,确保不切厚。
如下图中红色刀路和蓝色刀路之间的距离。


2、手动批量添加
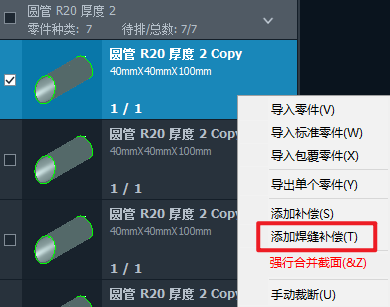
①在零件列表中,选择需要添加焊缝补偿的零件后,右键零件点击【添加焊缝补偿】,即可批量添加。
②在焊缝补偿下拉菜单中,选择【补偿所有截面】。

3、自动批量添加
当需要对所有导入的零件批量添加焊缝补偿时,请勾选【自动工艺】中的焊缝补偿,并设置相应参数。
**注:先开启【自动工艺】,再导入零件。如果先导入零件,再开启【自动工艺】,之前导入的零件不会被添加焊缝补偿。

不需要该功能时,请关闭!避免造成导入后部分零件刀路异常的问题。
四、常见问题
1、焊缝补偿的补偿值可以改吗?
不可以,焊缝补偿基于内轮廓和壁厚自动生成补偿刀路。壁厚和R角都会影响;所以图纸一定要规范。内轮廓画错,焊缝补偿一定有问题。
2、焊缝补偿会不会影响零件长度?
焊缝补偿实际是将拼接贴合的内壁,映射到外壁上。切除的是干涉、无法拼接的部分,不会影响焊接的零件长度。详解可见下面视频讲解:
3、对于倒角较大管壁较厚的矩形管,怎么处理R角干涉问题?
当倒角很大,斜切加焊缝补偿时,R角干涉时用【拐角内偏移解决】拼接时的干涉问题。1.27版本开始新增拐角内偏移功能。
详情请参考《TubesT-拐角自动内偏移》。绝大多数情况下不需要勾选。
4、焊缝补偿设置失败/不生效,可能是什么原因?
①工字钢、H钢、T钢暂不支持。
②实心管不支持。(焊缝补偿是基于内轮廓和壁厚自动生成补偿刀路,实心管没有壁厚,无法生成)
③壁厚不均匀,如圆角方管没有画内R角。
④无倒角矩形管,需要先【一键特殊刀路】,再添加焊缝补偿。
⑤异型管截面上存在尖角,没有全部进行倒圆角。
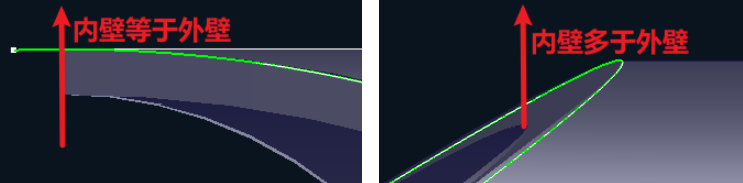
⑥内壁处处平行或多于外壁,这两种情况不添加焊缝补偿也不会产生干涉,无需焊缝补偿,自动不生效。



-

联系我们
-

在线咨询