



























- 软件下载
- 说明书
- 视频教程
- 帮助文档
一、为了解决什么问题
型钢机切割翼板时,切割头在水平方向出光,熔渣会落在腹板上表面。熔渣是呈扇形喷溅的,所以会覆盖腹板Y方向的一定区域,覆盖范围和切割工艺有关。
这种情况下,如果继续在腹板上切割,会导致熔渣频繁剐蹭喷嘴,无法稳定生产。为了避免这种情况,推出了“防浮渣排序”功能。见下述视频。
**该功能为型钢机专属功能,切管机没有。请配合2.2.2404.5及以上版本的FACut型钢版使用。
二、使用方法
1、注意事项
务必在导出前最后一步使用此功能!
*因为如果有修改刀路的命令,如绘制包覆线、手动排序等,会触发“当前防浮渣排序已失效的提醒”,所以非常强烈建议最后一步使用该功能。
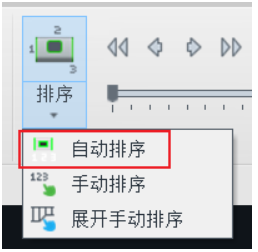
2、功能位置
“排序”-“自动排序”-“按面排序”
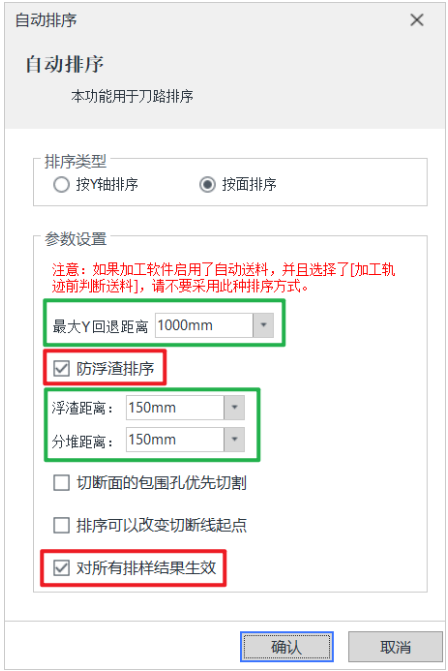
3、推荐参数
请勾选“防浮渣排序”、“对所有排样结果生效”,参数保持默认1000mm、150mm、150mm,点击确定后即可生效。
三、功能具体介绍
1、最大Y回退距离
设置后,在这个距离以内的刀路,会综合考虑孔组一起切、防浮渣、空移最短等因素,尽量保证Y轴回退不超过此设定值。
原因:
型钢机型,如果不设置最大Y回退距离,可能会存在先把管材的全部腹板刀路切完,再从管尾返回来管头从翼板第一刀开始切,空移路径较长;
此外,在切到管尾时,可能有工作人员误以为快切完了,会跟着走上前看,结果机器回退时就可能会撞到人,所以给机器设置最大Y回退距离。
2、浮渣距离
翼板轨迹包围框(可能是一个图形、可能是一组图形)(不包含打标线),前后拓展一个【浮渣距离】,该范围内的腹板轨迹先切,再切翼板轨迹。

3、分堆距离
孔和孔之间的距离在150mm以内的,会被认为成一堆。如下图所示,孔之间的距离是70mm,在150mm以内,那么这些孔就被分成了一堆,这一堆会一起参与防浮渣排序,实现孔组一起切。

四、常见问题
1、使用防浮渣排序后,出现类似下图的警告提示,怎么办?
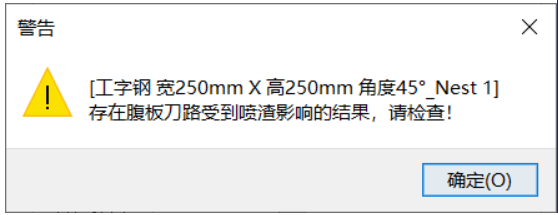
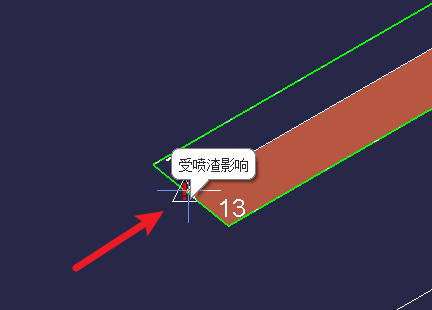
如提示语所述,这表示存在腹板刀路受到喷渣影响,会有图二中“小三角形+感叹号”的提示,鼠标放上去会有具体原因显示。
如果受喷渣影响的结果个数不是很多,并且可以接受在且腹板时会有一些喷渣存在的话,可以忽略该警告,点击确定继续(推荐直接继续)。
如果实际切割中确实受喷渣影响十分严重,可以改变上述参数进行调整(首先检查喷渣距离是否有必要这么大?还不行就检查分堆距离是否可以调小?还不行就加大Y回退距离)。
2、出现红线提示是什么意思?
出现红线表示超出了最大Y回退距离,用来提示注意安全。
如果综合考虑各种要求,最后决定接受个别位置超过最大Y回退,可以直接导出加工,切割软件打开后也会有红线提示,请开机师傅注意安全。(如果红线个数较多可以检查下喷渣范围和分堆是否合理。)



-

联系我们
-

在线咨询