



























- 软件下载
- 说明书
- 视频教程
- 帮助文档
一、场景简介
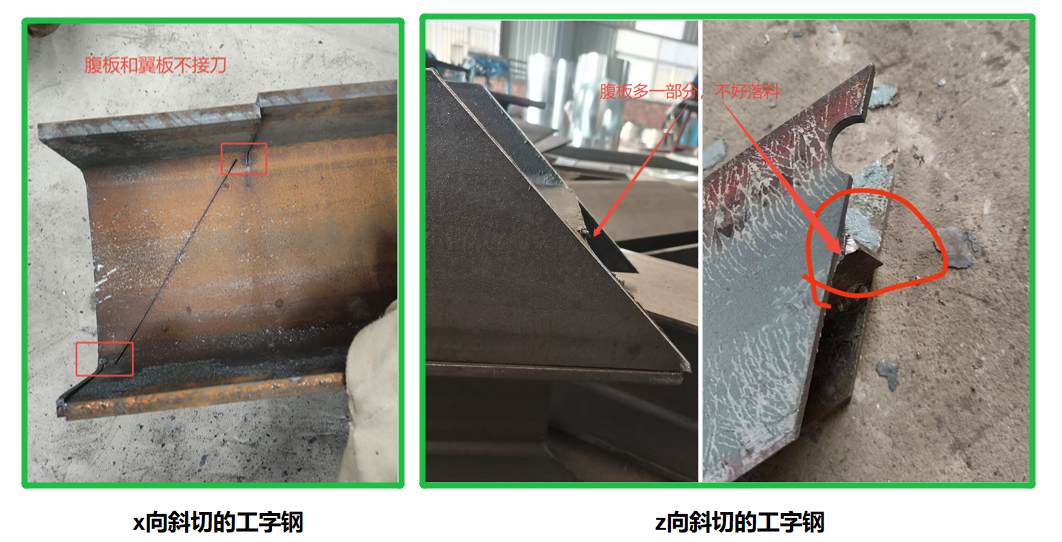
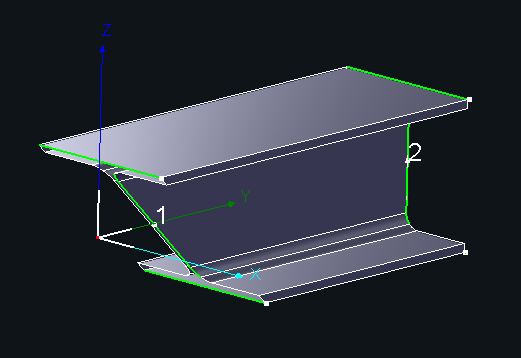
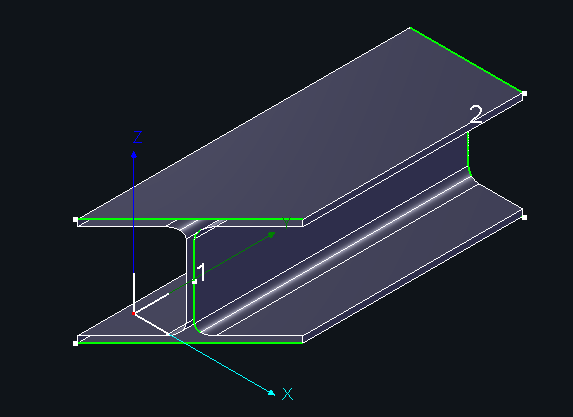
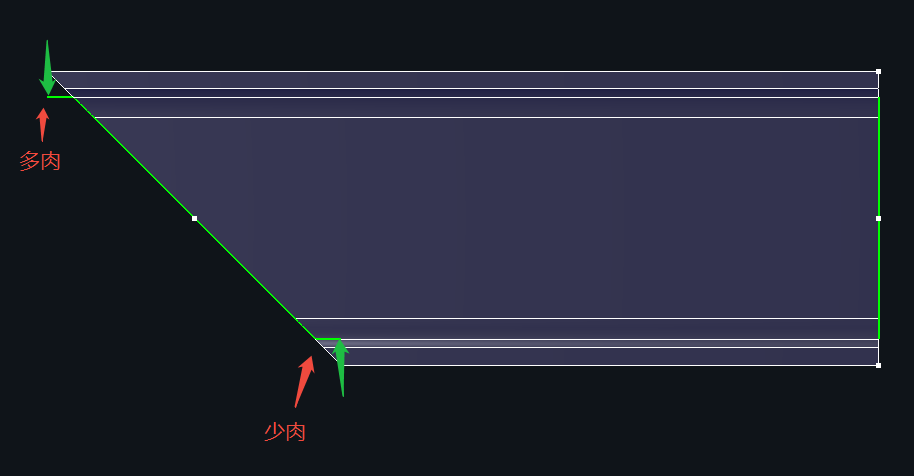
当切割机不是坡口机型时,由于切割头无法偏摆,始终保持垂直状态出光,就无法切出管子壁厚上面的坡面。
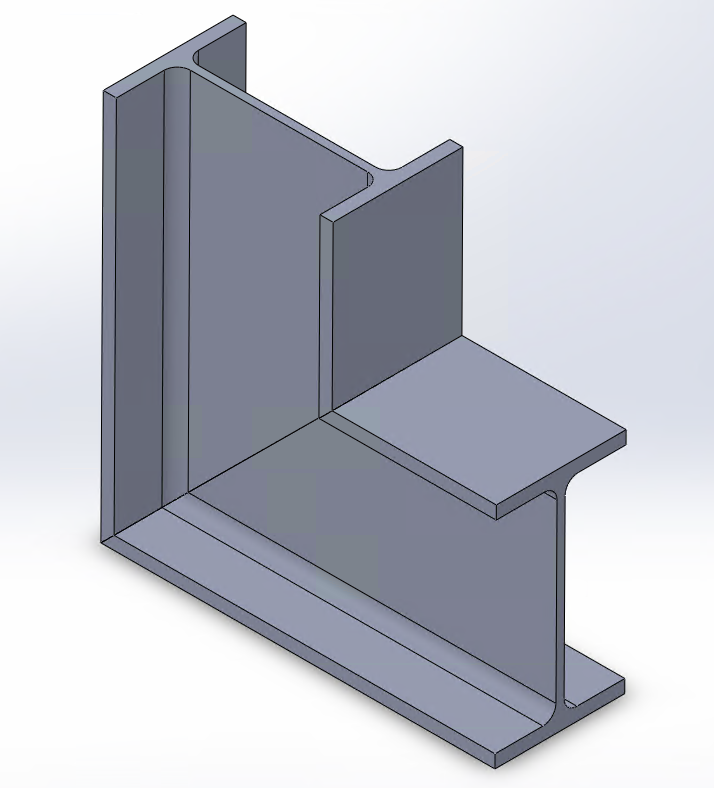
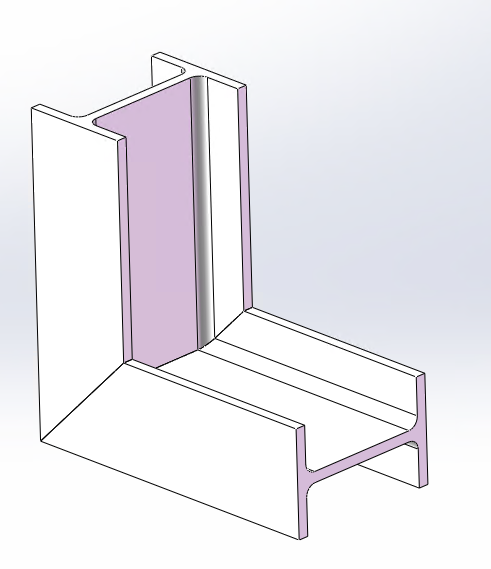
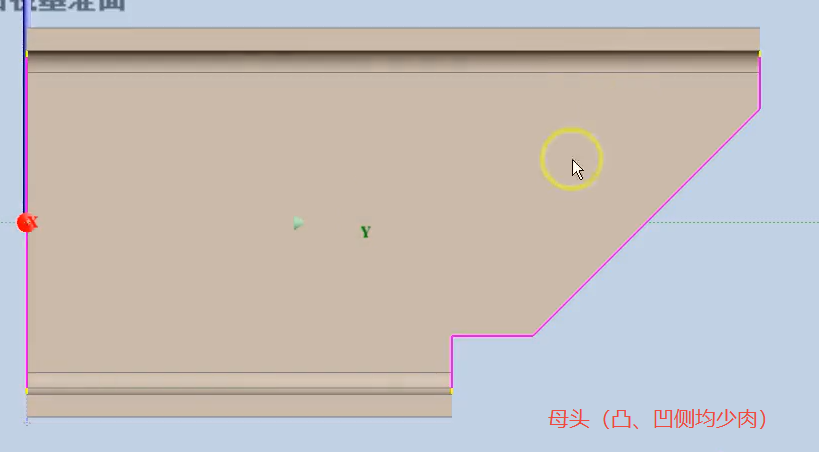
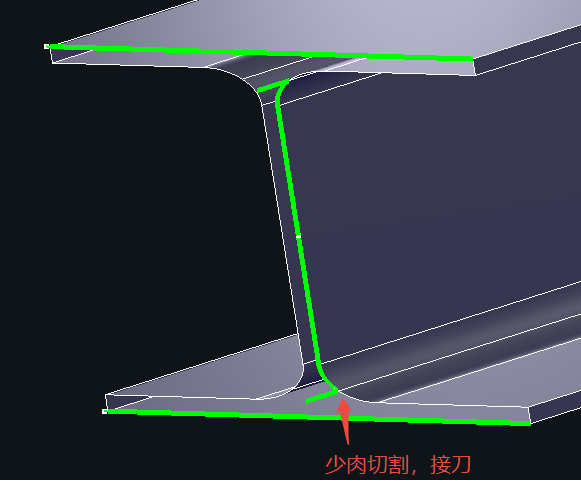
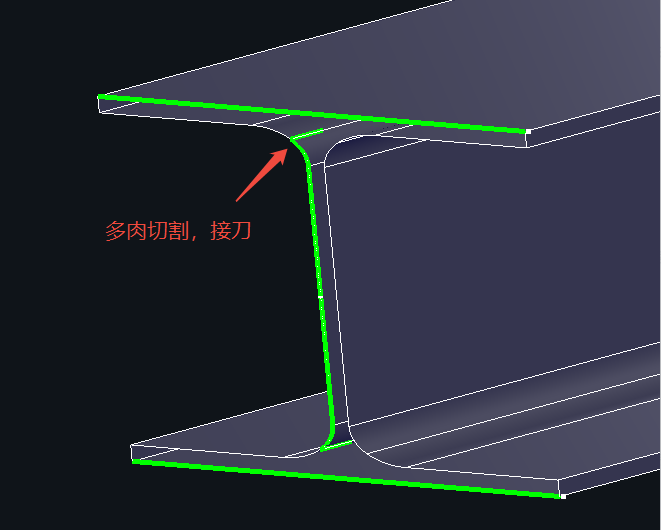
对于下图两种L形拼接方式工字钢,如果是非坡口机切割,会出现翼板和腹板刀路不接刀的问题,导致零件无法自然落料。
二、处理方案
各类方案及处理思路
针对此类问题,不同方向的斜切,根据想要的零件效果有不同的处理方法。
可以先根据方案效果,选择自己需要什么教程,直接点击对应链接,快速跳转到需要的位置。
★ 跳转后鼠标中滚轮上滑一点即可看到小标题。
| 斜切类型 | 零件处理思路 | 方案效果 | 使用方案 | 快速跳转 |
|
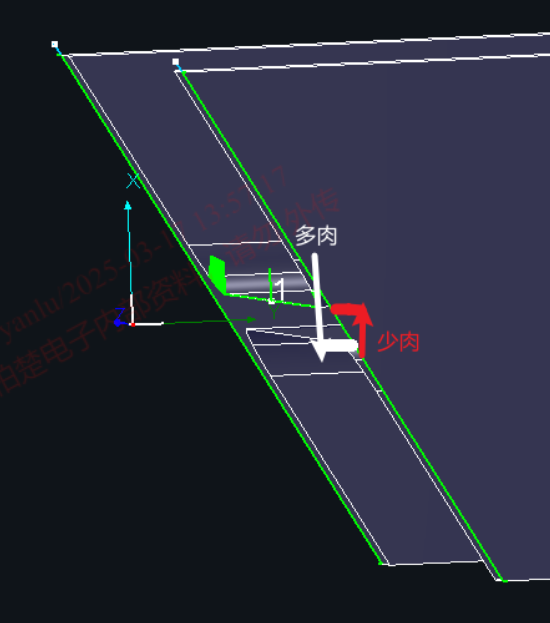
x向斜切
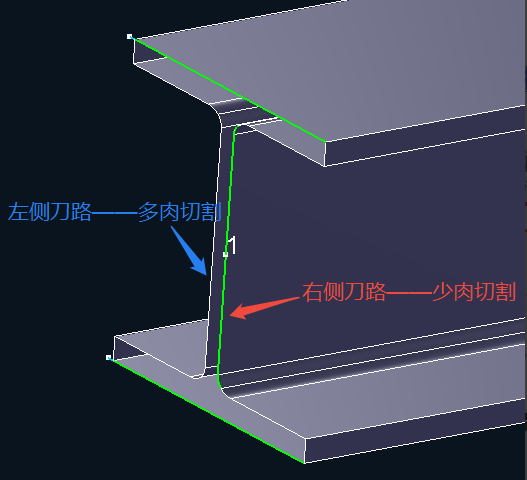
刀路按照零件轮廓生成:凹侧少肉,突侧多肉、不接刀
|
考虑翼板处是需要多肉还是少肉
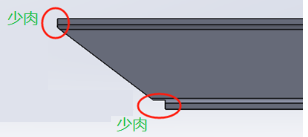
少肉:有缺角,可以烧焊填补
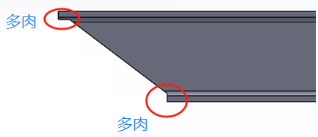
多肉:需要打磨掉多余的部分
|
凹侧少肉,突侧多肉,接刀
|
使用【H钢端面刀路优化】功能 批量、自动处理刀路
|
|
|
两侧均少肉或多肉,接刀
|
手动修改图纸 可以灵活修改多种样式 |
方案2 | ||
|
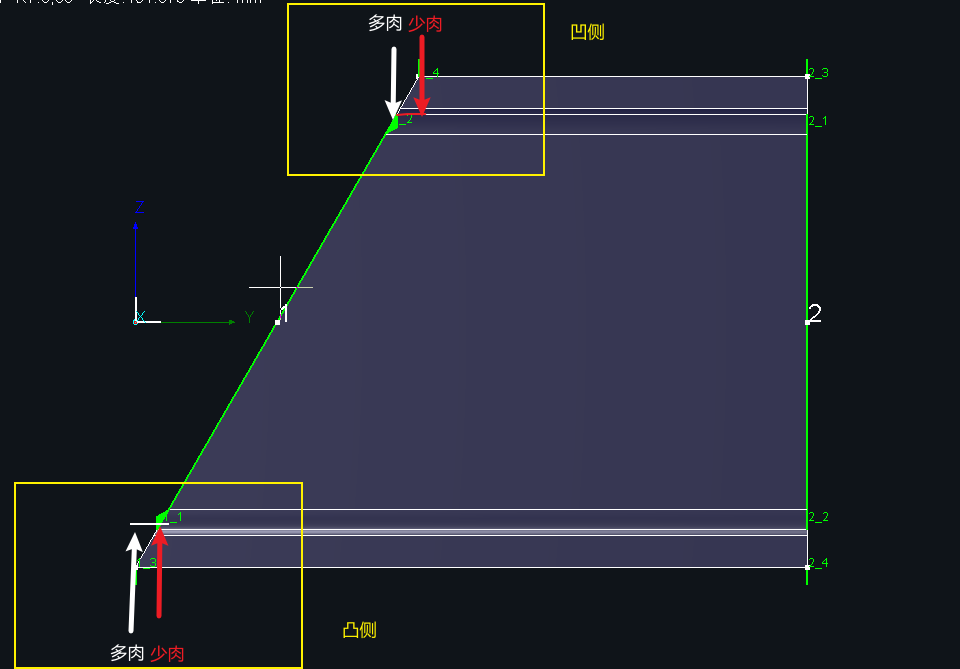
z向斜切
刀路按照零件轮廓生成,导入时腹板是下坡就多肉,腹板是上坡就少肉,可能不接刀。
|
考虑腹板处是需要多肉还是少肉
少肉:有缺角,可以烧焊填补
多肉:需要打磨掉多余的部分
|
腹板自由切换多肉/少肉
|
旋转/反向零件,使用【一键特殊刀路】 |
方案3 |
|
腹板少肉/多肉,接刀
|
使用【H钢端面刀路优化】功能 批量、自动处理刀路 |
方案4 | ||
|
腹板翼板都少肉,接刀
|
手动修改图纸 | 方案5 |

三、具体步骤
1、x向斜切方案
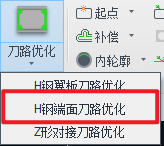
① 导入零件,进行【刀路防撞】后,点击【H钢端面刀路优化】功能,
-
-
- 注:【H钢端面刀路优化】功能是钢构版专属功能,若工具栏没有功能选项,需要先《领取和开启钢构权限》。
-
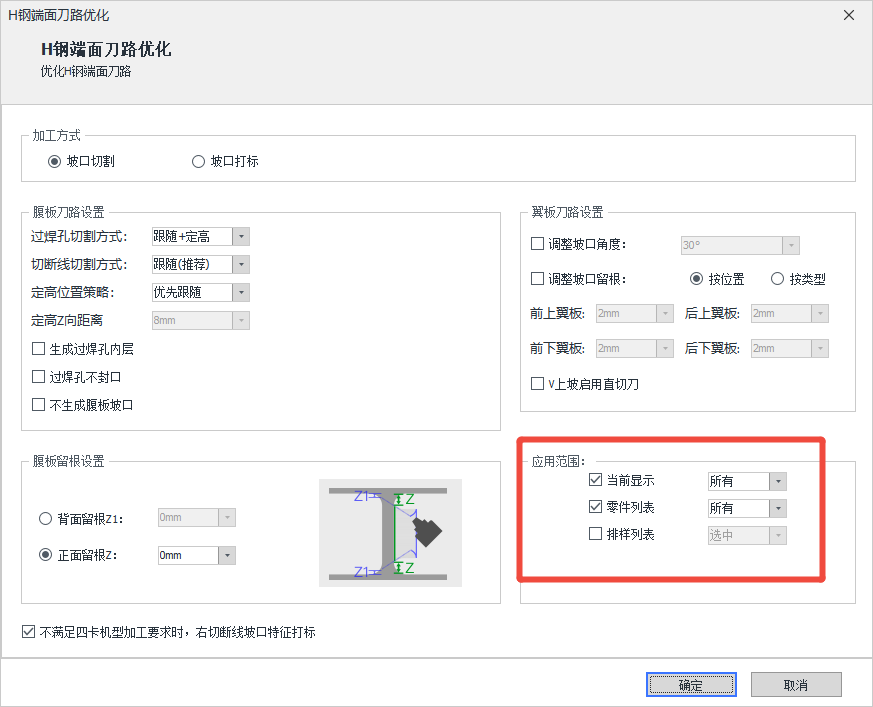
② 参数设置如下图,参数设置好后,点击“确定”即可。
① 绘制一个直切形状的H钢零件,将零件导入软件内,并做刀路防撞
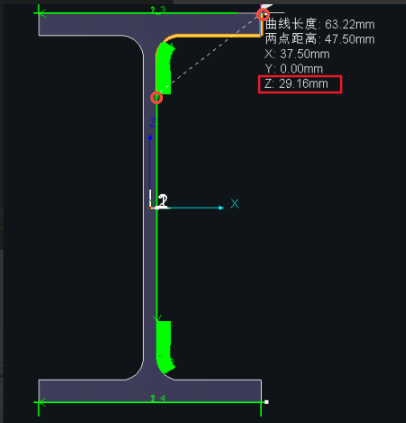
② 运用【测量】工具, 点击显示下拉菜单里的【显示法向量】。测量B轴开始转的点,到翼板外表面之间的距离(即z方向的距离)
③ 根据测量到的数值,绘制公母头
注:下列教程是以TubesT中绘图为例。但实际中可以在TubesT中进行绘图,也可以在SolidWorks等外部软件中进行绘图。
-
-
-
- 绘制公头的视频教程
-
-
-
-
-
- 绘制母头的视频教程
-
-
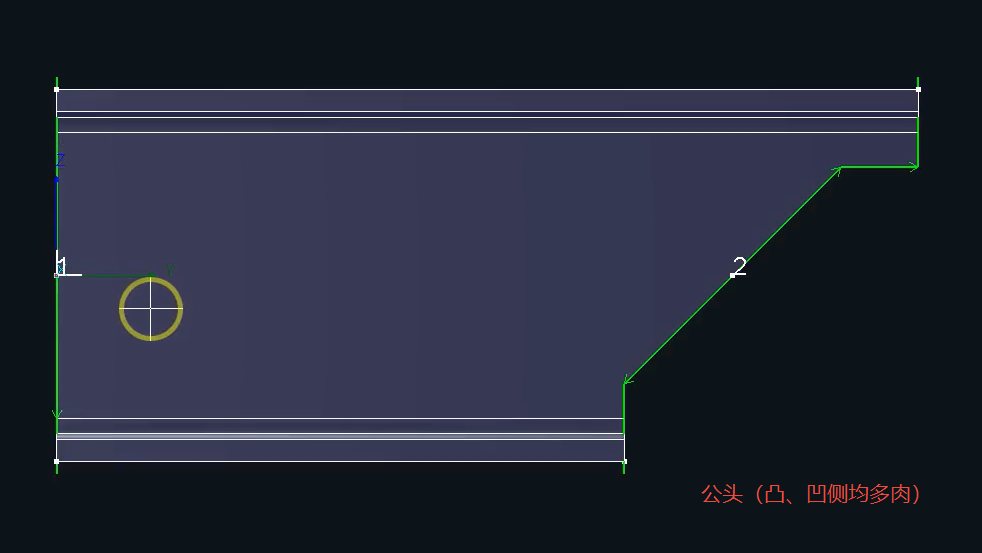
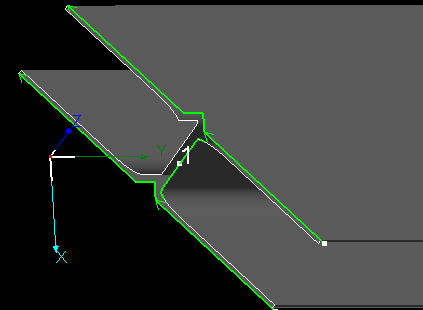
根据上述方法处理零件后,后续零件可以实现类似“公母拼接”的效果。
此外,拼接的外侧也可以绘制成缺口形状,形成“外侧缺肉,内侧公母”的效果

2、z向斜切方案
① 选中零件,点击反向/旋转
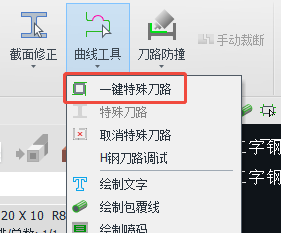
② 选中需要切换的刀路/零件,点击点击【曲线工具】→【一键特殊刀路】
③ 视频教程
-
-
- 注:【H钢端面刀路优化】功能是钢构版专属功能,若工具栏没有功能选项,需要先《领取和开启钢构权限》。
-
② 参数设置如下图,参数设置好后,点击“确定”即可。
腹板位置在原本斜切的基础上,用直角三角形拉伸切除,使得腹板是竖直的一刀,而不是斜向的
① 绘制一个直切形状的H钢零件,将零件导入软件内
② 测量两个倒角的45度之间距离
③ 绘制形状
注:下列教程是以TubesT中绘图为例。但实际中可以在TubesT中进行绘图,也可以在SolidWorks等外部软件中进行绘图。
步骤1:梯形斜边和水平方向成45°
步骤2:激活交点命令,点击中心参考线和斜边,生成交点
步骤3:激活垂直平分命令,依次点击三个点(顺序不能错)
步骤4:定位置。
①小等腰三角的边长要略大于刚刚测量的长度(比如可以取16.7) ②确定零件长度
步骤5:裁剪,删除多余线段
步骤6:应用支管,并生成零件
④ 视频教程:视频操作如下(注意第一步测量应该由腹板有刀路一侧的终点,水平拉至无刀路的一侧,详见上述步骤1):



-

联系我们
-

在线咨询