



























- 软件下载
- 说明书
- 视频教程
- 帮助文档
一、介绍
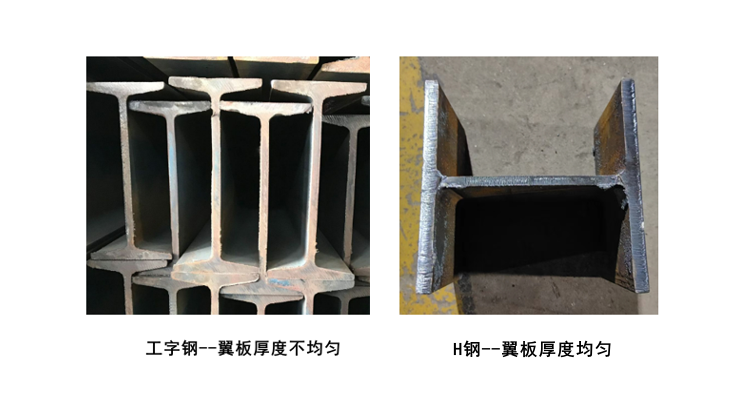
工字钢与H钢是激光加工中常见的管型,针对此类管型,TubesT-H有完善的解决方案,在进行零件处理时,先阅读本教程,可以帮助您更加高效地进行套料!
注意:《》、【】中的内容均为可跳转的教程链接,点击链接,即可查看功能对应的详细参数说明、使用方法。
二、基础通识
在正式开始操作前,请先确认您已经阅读过《入门课程(文档)》,知晓套料软件在整个加工流程中的作用,以及各种文件格式的使用方法、版本类型的含义。
三、套料步骤
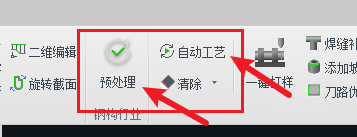
1.预处理、自动工艺
有一些常用操作,比如:
-
-
- 给零件自动添加打标文字;
- 对部分基础工艺非常熟悉,想让软件给管面孔自动加引线、补偿;
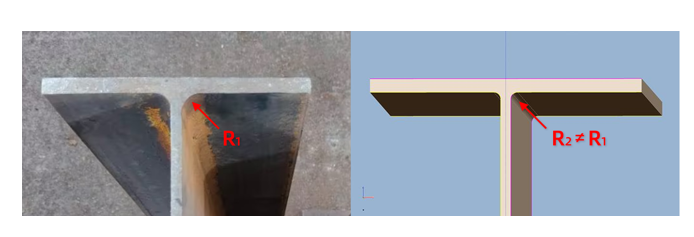
- 当工字钢实际R角大小与图纸不一致,想要自动修改图纸R角大小;
- 型钢机需要整根上下料,想让软件给零件自动加缺口;
-
都可以在导入零件前,在【自动工艺】、【预处理】中提前配置好,软件就会在导入零件时自动执行操作,导入零件后只需检查即可:

2.生成零件
| 途径 | 格式 | 教程(必看) |
| tekla模型中绘制 |
t2t、x2t、ifc、nc1等 |
《从文件添加》 |
| SolidWorks、ug等软件绘制 | igs、sat、step等 |
《从文件添加》 《常见零件建模规范》 |
|
软件内部绘制 |
jhb、jhbs等 |
《绘制零件》 |
★ 如果导入失败了,可以根据这些经验进行排查《零件导入失败怎么办》。
★ 如果导入后零件名和文件名不一致,可以参考:《导入零件使用文件名》。
3.检查零件
在零件处理前建议先检查零件,防止排样后发现特征不对,需要重新处理,就会占用较多的时间,检查思路可以参考:
-
-
- 打标文字加没加上?位置合不合适?
- 如果有坡口,检查是否有零件未识别坡口、或者不是自己想要的效果?
- 零件刀路有没有异常情况?比如缺少刀路、有多余刀路?
- 核对零件数量对不对?
-
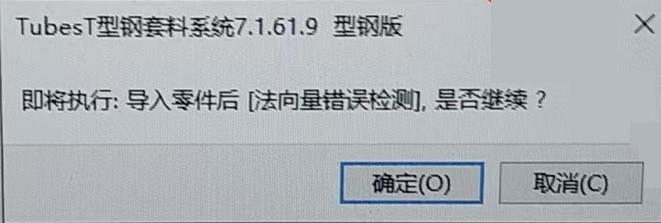
★ 如果导入后提示:即将执行<法向量错误检测>,则点击确定。
这个功能会对识别坡口的零件进行坡口刀路的检测。如果有明显错误的零件就会用黄色小三角进行提示。
若有错误提示,参考《法向量错误检测》这篇教程进行解决。图纸中没有坡口则不会提示。
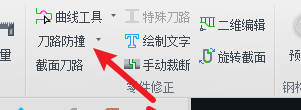
4.刀路防撞
切割头在摆动的时候容易和零件发生碰撞,此时需要用切割头模型来进行防撞检测。
详细使用方法参考《刀路防撞》。
5.端面刀路优化
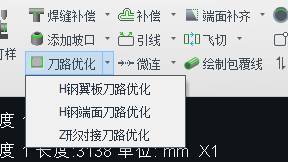
根据图纸中的工字钢生成的刀路,往往和实际加工要求的刀路有一定差距,为了更好的进行生产,可以使用刀路优化。
6.自动排样
当零件检查完毕后,就可以进行排样。——详细教程可参考:《自动排样》
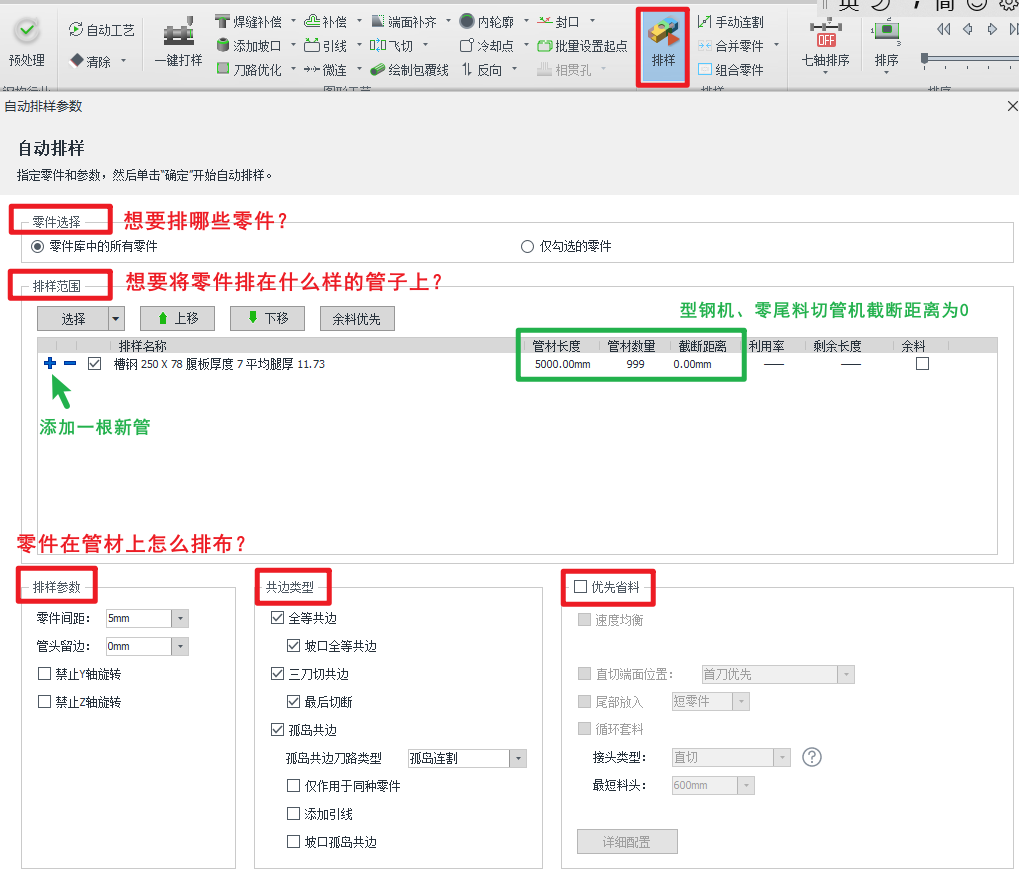
| 常见参数 | 含义 |
| 截断距离 |
型钢机:直接设置为0。 如果有特殊需要,比如希望预留一些余量,则按需设置。 |
| 管材留边 | 管材前方不切割的部分(通常在有毛边的情况下使用) |
| 循环套料 | 钢构用户必看 |
| 其他特殊设置 |
★ 排样有特殊要求,自动排样不符合我的预期,可以手排吗?——使用【手动排样】功能。不过建议先检查排样参数。
★ 切管机需要尾部零件满足一定长度才能夹持,或者下料plc需要零件大于某个长度才能触发,需要怎么设置?——使用【合并零件】功能。
7.工艺区分
排样后必须要进行工艺区分。——详细教程可参考:《工艺区分》

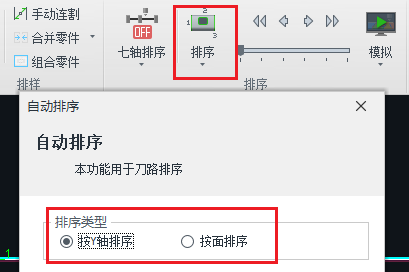
8.自动排序
★ 如果是型钢机,直接使用防浮渣排序。教程:《防浮渣排序》
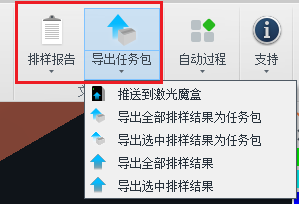
9.导出加工文件
排样排序后,就可以将排样结果导出。——详细教程可参考:《导出加工文件》。
同时,您也可以导出排样报告单。——详细教程可参考:《排样报告单》



-

联系我们
-

在线咨询