



























- 软件下载
- 说明书
- 视频教程
- 帮助文档
简介
对于左右两侧都要加工Y型坡口的工字钢零件,由于机型和外部因素,很难直接一次切割成型,需要结合实际加工进行调试,对此可手动设置调整标志,配合切管系统Tubepro进行灵活调试。
一、使用方法
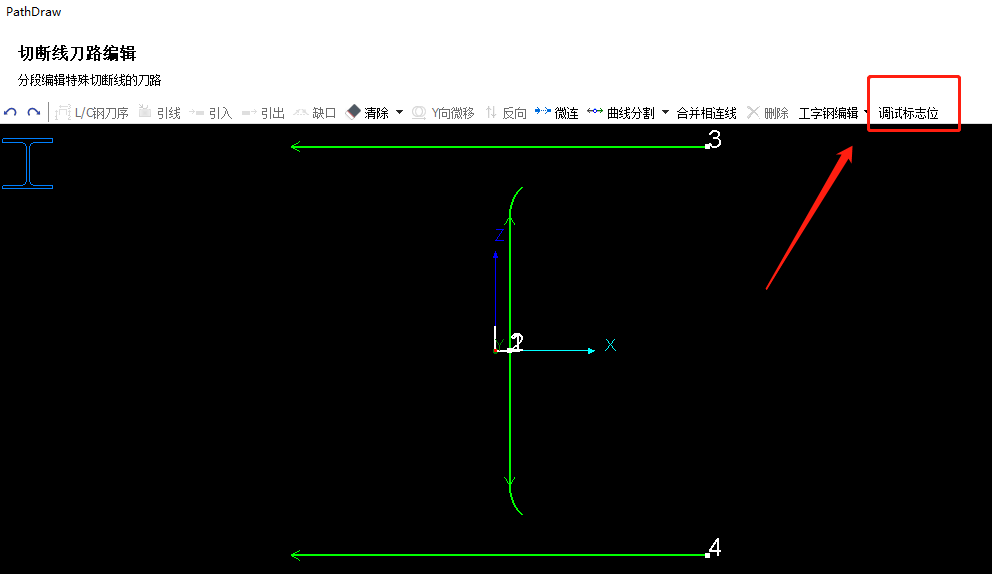
1、点击零件修正栏里的<曲线工具>下拉菜单中的<调试标志位>,需要输入密码(密码可联系厂商售后人员或社群客服人员进行获取)。 输入密码后,软件左侧即会出现调试标志位的工具栏,做其他操作和功能设置时无需关闭此界面。(默认关闭工具栏或关掉软件后,重新打开需要再次输入密码)
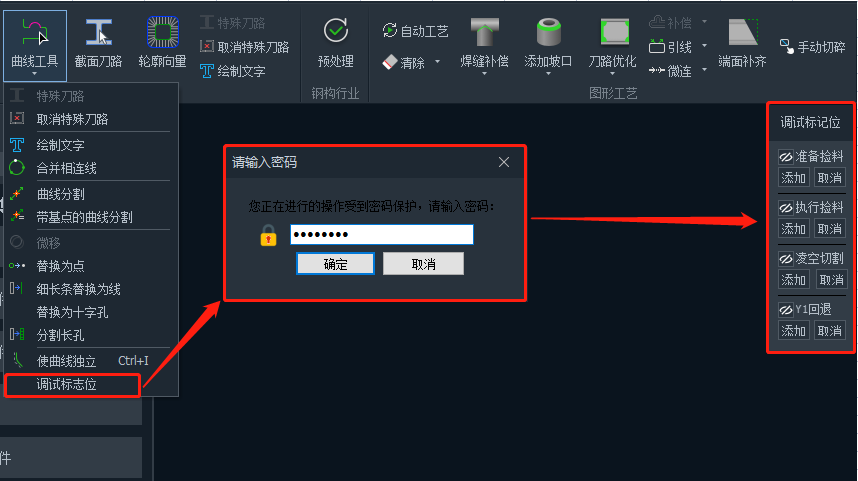
2、选中需要设置调试位置的加工轨迹线,在<调试标志位>工具栏中设置的功能类别,点击添加即可,如果不需要了,仍然可以选择对应已经添加了的轨迹线,点击取消。(如果想要一次性批量取消Y1回退标志位,联系社群群主获取脚本文件)
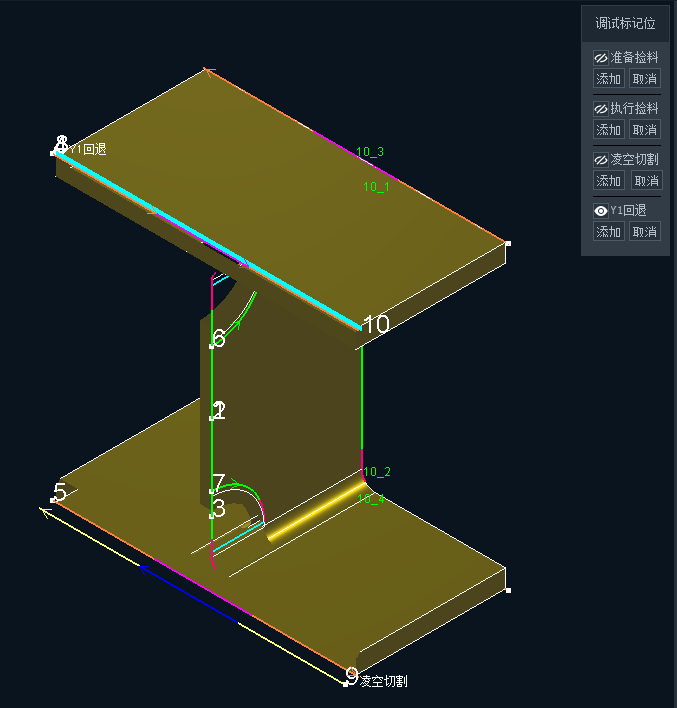
3、对于已经添加了调试标记工艺的可点击<调试标志位>工具栏中的显示窗口,就会高亮显示已经添加过工艺的轨迹线。开启显示序号后,可以看到整个图纸里,哪些轨迹带了什么标志位。
4、对特殊刀路添加标志位
7.1.49.7以及之前版本里,如果需要添加调试标记位的轨迹线是特殊刀路,则需要先选中轨迹线,点击<曲线工具>下拉菜单里的<使曲线独立>,变为单条普通刀路然后再设置标志位。
7.1.51.3版本中,对特殊刀路添加标志位,可选中刀路直接进入<特殊刀路>界面,点击<调试标志位>对刀路设置标志位。
5、共边线不可以设置标志位。合并相连线后会将部分的标志位传染给整体。
二、参数释义
1、准备捡料:当前零件的后切断线开始切割了可能需要执行一些PLC动作,如为了防止切割部分后甩动而增加夹持。
2、执行捡料:当前零件切割完毕执行捡料动作。
3、凌空切割:切割头下方已掉落,需要类似板外引线一样的不使用调高器自动调整高度的切割。(凌空切割前需要确保凌空刀路前一道轨迹废料正常掉落,若没掉落可能会引起凌空切割时碰喷嘴)
4、Y1回退:设置后先执行Y1回退,再切割轨迹。(tubest里给刀路加上【执行回退动作】的属性,zx文件导入切割软件后,系统会自动计算需要回退距离)



-

联系我们
-

在线咨询