



























- 软件下载
- 说明书
- 视频教程
- 帮助文档
一、简介
为了更好地节省材料,提高加工效率,【自动排样】功能会将已经处理好的零件,在管材上合理地排布。

二、界面UI更改对比
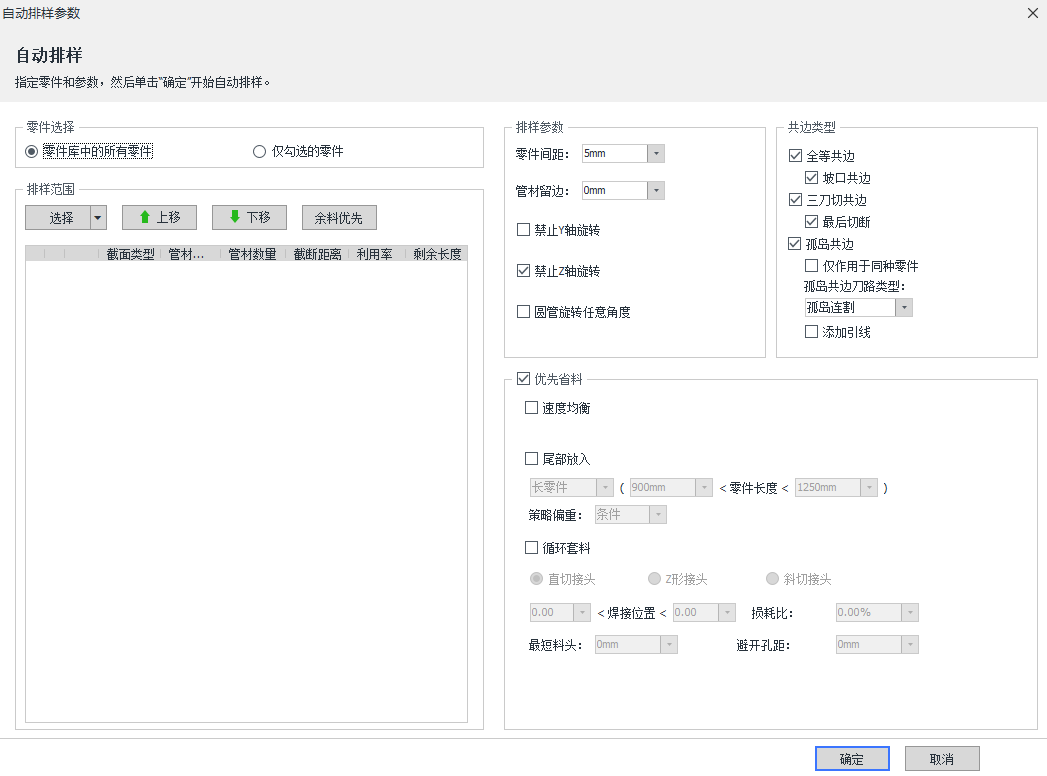
在TubesT - 1.59版本时,自动排样界面做了UI的优化改动。以下是版本前后的界面不同:
(TubesT - 1.55及之前的版本)

(TubesT - 1.59及之后的版本)
三、使用方法和参数释义
1、实际管材上可以使用多少长度进行排样?
-
-
- 管材长度、截断距离、管头留边共同决定了实际上管子可排零件的长度,即排样长度=管材长度 - 截断距离 - 管头留边。
-
-
-
- 管材长度:管材总长。
-
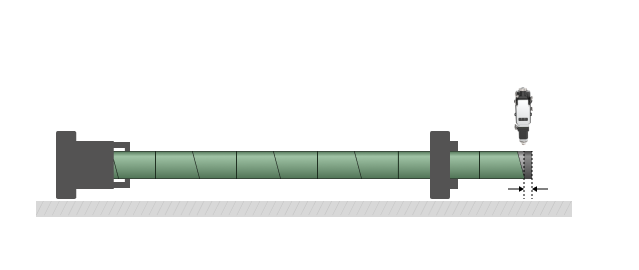
- 截断距离:主卡盘运动到最靠近中卡盘时,从卡爪抓着的管材尾端到切割头正下方的管材长度,即尾料长度。
-
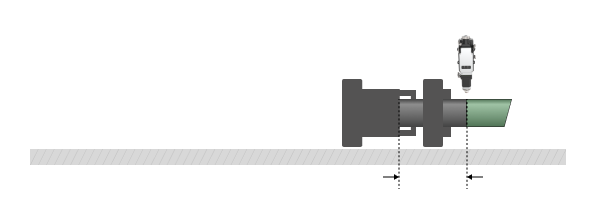
如果是普通的两卡盘切管机,比如图中这种主卡盘走到极限位置了,还有230mm的尾料切不到,那截断距离就填230;
如果是三卡盘切管机,有拉料或者避让功能,可以实现零尾料切割,那截断距离就填0。
-
-
- 管头留边:第一个零件与管头之间预留的间距。
-
在软件中,设置管头留边的含义是预留出部分长度无法排样,仅影响长度;在TubesT主界面的管材头部无渲染影响。实际操作中,还需要配合Tubepro的【一键对齐管头】使用。
2、零件排在管材上怎么进行共边以便提高加工效率?
-
-
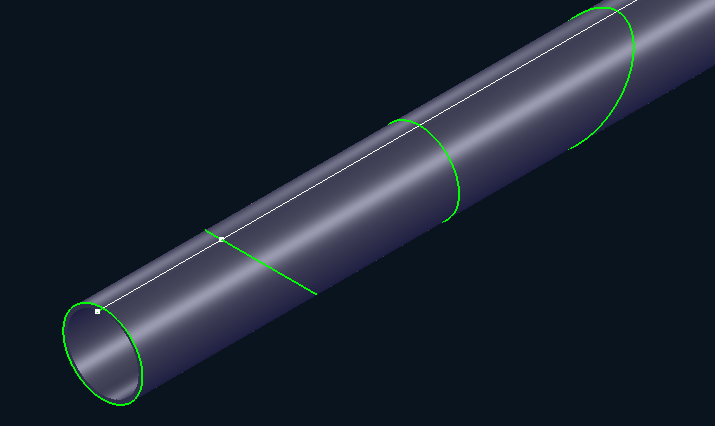
- 全等共边:两零件共边时,共边切断线完全吻合,
-
-
-
- 三刀切共边:用于加了焊缝补偿的斜端面共边。
-
-
-
- 孤岛共边:两零件的共边切断线上存在废料。具体请参考《TubesT-孤岛共边》
-
3、当不共边时,零件之间的距离通过什么设置?
-
-
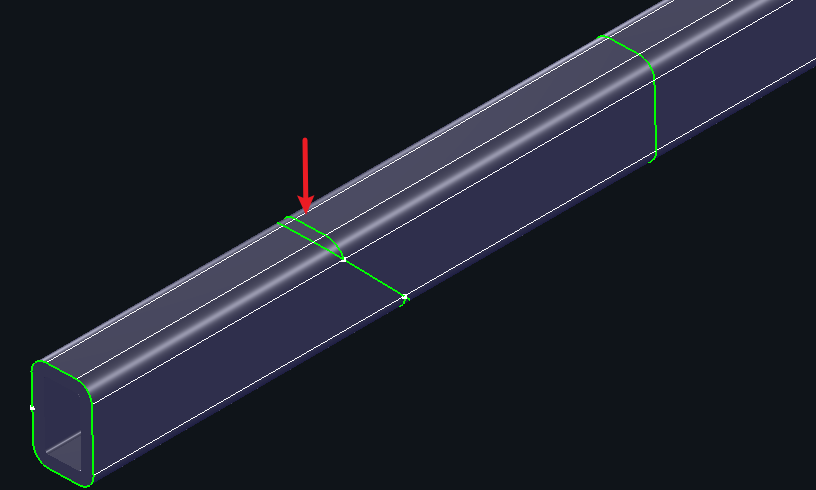
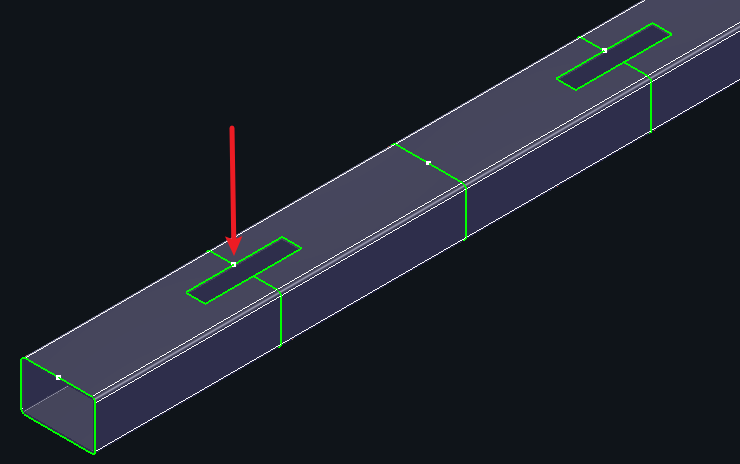
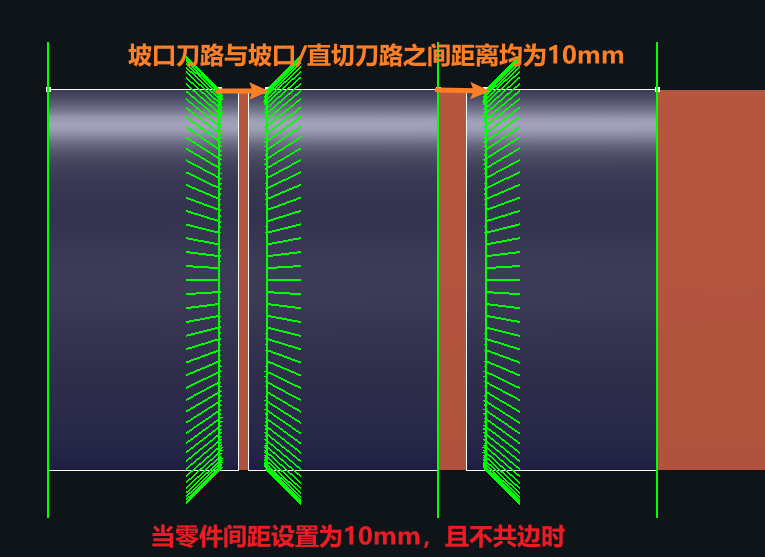
- 零件间距:零件不共边时保持的刀路最小间距。因此,在切割坡口零件且不共边时,请适当调整零件间距,避免向量重叠/打伤对面零件。
-
4、还有哪些排样参数设置会影响排样结果?
-
-
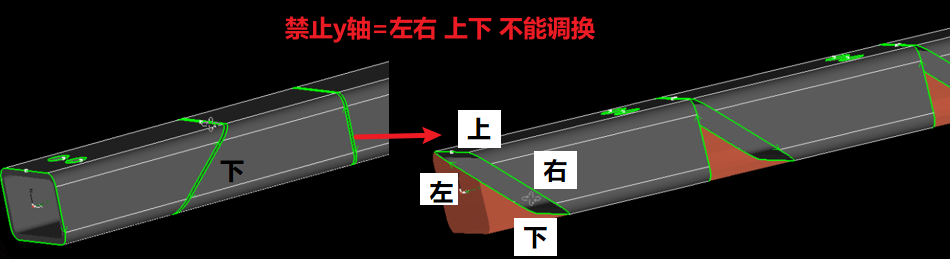
- 禁止Y轴旋转:排样时不允许零件沿Y轴旋转。
-
-
-
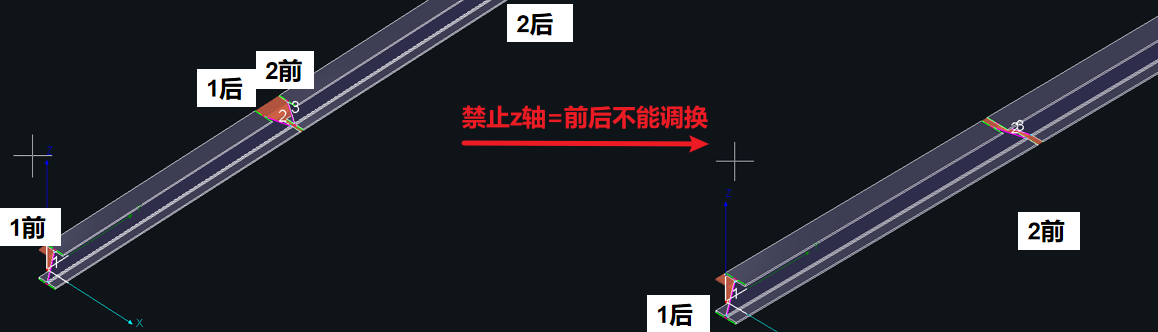
- 禁止Z轴旋转:排样时不允许零件沿Z轴旋转。在TubesT-H 型钢版软件中,该设置为“禁止X轴旋转”。
-
-
-
- 圆管旋转任意角度:如果是圆管零件则允许排样时沿Y轴旋转任意角度,以排出更省料的结果。该功能在TubesT - 7.1.57 版本后删除,默认勾选。
-
5、当有少量余料管材时,怎么利用?
如果有少量管材余料,希望先排余料,再排整管,就勾选余料,然后点击<余料优先>将管材置顶。例如下图,软件会自动先排完3根1300的余料,再排6米的整管。

6、当对排样有特殊要求时,目前软件提供了什么功能?
-
-
- ** 以下功能,需要先需勾选【优先省料】才能使用
-
-
-
- 速度均衡:当同时排样的零件数量太多,希望快速排样时,可以勾选该功能,即可进行省料与速度的策略配比。该功能在 TubesT - 25V2 版本后删除,默认为“最佳效果”。
-
最佳效果:排样利用率最优,排样时间可能比较长。
极致速度:计算最快,越复杂的零件利用率可能偏低。

-
-
- 直切端面位置:当希望排样结果的首尾刀是直切时,可以使用该功能,可以提高管材利用率、减少加工刀路。
-
具体可以参考教程 《TubesT-优先首刀/尾刀直切》
-
-
- 尾部放入-短零件/长零件:对于避让、拉料等实现短尾料或零尾料的功能来说,需要将排样结果中的长零件或是短零件尽量排到最后。
-
以长零件为例:只要设置一个长度,判定多长的零件将被视为长零件,在自动排样得到较为省料的排样结果之后,软件会自动将长零件排到最后。
不同机型对排样有不同的要求,有的希望长零件在后,有的希望短零件在后。
具体请参考:
7、其他设置
-
-
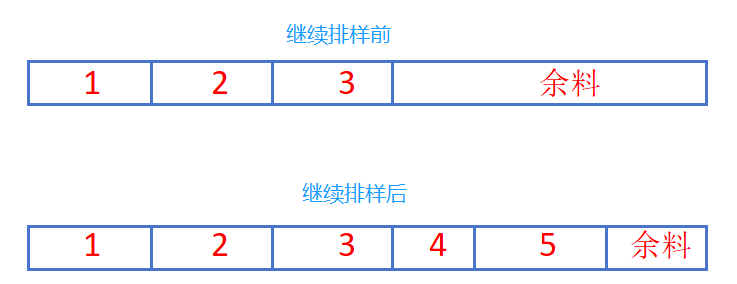
- 先清除之前排样结果:在之前的排样结果上,勾选该选项的话,则重新排样;不勾选该选项的话,则在该排样结果上继续排样。
-

继续排样的含义为:
四、常见问题
1、当排样结果不满意,怎么手动调整?
2、当排样结果对排样时长不满意时,怎么停止排样进程?
从7.1.39版本开始新增进度条,如果排样中点击停止,软件将在2min内退出排样算法,并保留当前最优结果。
2min内请勿强行结束程序。
如想手动停止,点击“使用当前结果”即可。

3、排样技巧
如果您觉得自动排样不够省料,或者排得比较慢,那么可以暂时采用视频里介绍的“自动+手动”的方式。具体请参考《TubesT-排样技巧》
4、坡口排样
特别地,对于坡口还有以下注意事项:
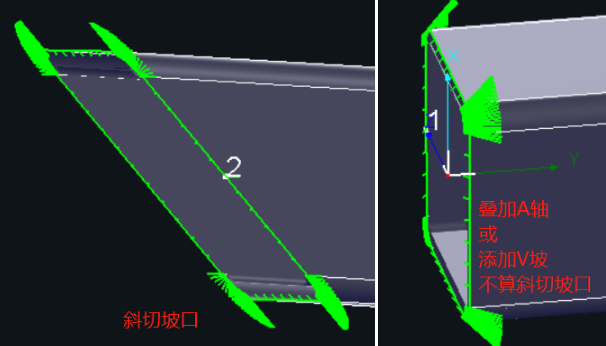
(1)坡口共边:
勾选“坡口全等共边”后,方管、圆管、角钢、槽钢、工字钢的斜切坡口支持共边。
注:直切刀路添加的坡口,不支持共边。
勾选“孤岛坡口共边”后,循环套料的以下坡口支持共边,刀序为单零件切割:
直接头:保留直切刀的V坡,不保留直切刀的V坡。
中心z接头:保留直切刀的V坡,不保留直切刀的V坡。
边缘z接头:V坡。
(2)坡口零件间距:
零件间距目前是按照刀路来设置的,暂时不考虑光的影响面。若有坡口零件,排样时请将零件间距值设置为大于壁厚*2+6。否则可能会影响坡口的切割效果。



-

联系我们
-

在线咨询