



























- 软件下载
- 说明书
- 视频教程
- 帮助文档
TubesT-轮廓向量
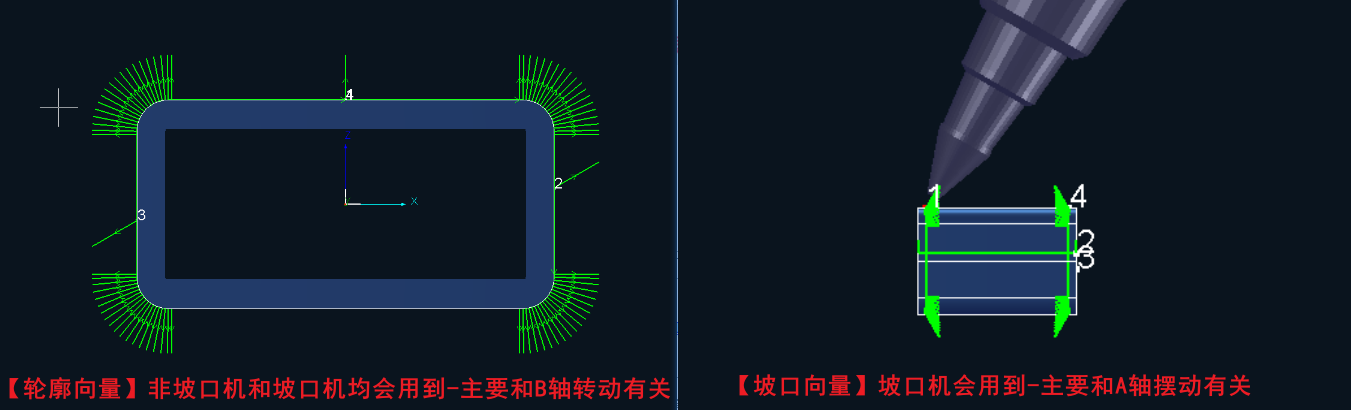
轮廓向量用以表征切割头在截面某一点的切割方向。例如下图,蓝点对应的轮廓向量是蓝色箭头方向,代表切割到这一点时,切割头方向是蓝色箭头方向。
实际切割到这一段时,切割头会和管材发生碰撞(如黄圈所示)。工字钢和凹角异型管的凹角处,原始的轮廓向量往往会导致侧撞,所以需要修改轮廓向量。
二、使用方法
1.权限相关:
-
- 从7.1.57版本开始,原本的【轮廓向量】功能升级为【刀路防撞】,可检测坡口向量。
-
- 注意:轮廓向量功能无法检测坡口向量,只能检测轮廓向量。

2.配置切割头:
-
- 选取机床上实际加工的用切割头模型,注意不可以随便选择型号。
- 若软件内没有您需要的切割头型号,可以在【云端切割头】中下载;
- 若云端也没有,可以手动配置导入→《如何置入chc切割头模型》。
- 选取机床上实际加工的用切割头模型,注意不可以随便选择型号。

2.启用时机:
-
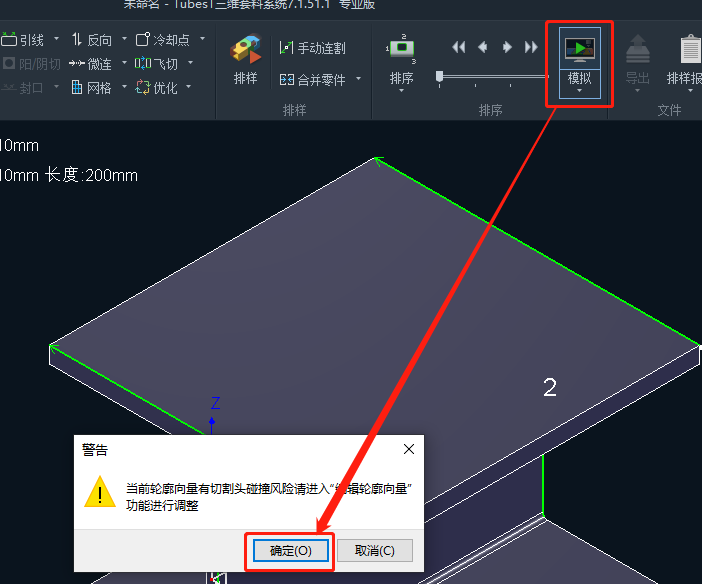
- 对未排样的零件点击模拟,软件会提示“需要编辑零件轮廓向量”,点击【确定】,即可进入到编辑轮廓向量界面;
- 当然也可以如上图在【截面修正】下拉菜单直接进入。
3.自动检测与修改:
-
- 点击【干涉检测】,软件会根据当前的切割头尺寸参数,检测切割到轮廓的每一个位置时切割头是否会碰撞管材。
- 若存在干涉,会用红色高亮标出可能存在干涉的位置;
- 如果结果干涉,可以通过自动修改来修改轮廓向量,以此调节切割时的旋转方向,避免碰撞;
- 修改后会给出提示:“不存在干涉” 或“存在干涉,请检查轮廓向量”。

-
- 自动修改的结果可能不对称,但只要干涉检测通过了,就说明不影响加工。
4.手动修改:
-
- 自动修改不成功或者效果不好的话,可以手动修改。手动修改主要是通过拖动节点来实现的。
- 案例1:《工字钢手动修改轮廓向量》
- 案例2:《异型管手动修改轮廓向量》
5.修改图层:
-
- 通常,修改过轮廓向量的截面处的刀路,在加工时,切割的厚度和跟随的高度和普通的刀路不太一样。
- 所以,可能需要给修改过向量的刀路换一个图层,方便在切割的时候使用不同的工艺调试切割效果。

6.应用范围:
-
- 修改向量(包括图层)的结果要在点【确定】后生效。
- 生效范围默认是同截面的所有零件。
- 如果有调试需要,也允许选择“当前零件”或“选中的同截面零件”(选中是指在零件侧边栏勾选零件)。建议谨慎使用。
三、常见问题
-
【轮廓向量】编辑中各参数都是什么意思?
-
- 跟随高度:切割头到零件实体上表面的高度。通常设为1mm不用改。
- 切割头余量:现有模型尺寸上增加安全余量,默认为1mm。可以理解为原模型中长宽高22cm,加余量后,软件按照长宽高为23mm来看会不会和零件干涉。
- 偏摆距离:当工字钢翼板有变形时,实际加工可能有碰撞风险,此时可通过调整<偏摆距离>,让切割头在靠近R角处根据设置的偏摆距离提前摆动。

-
- 还原默认:轮廓向量恢复到默认状态。
- 工字钢镜像:工字钢的轮廓向量只显示需要编辑的部分。如果手动修改,可以实现四个倒角的镜像修改。



-

联系我们
-

在线咨询