



























- 软件下载
- 说明书
- 视频教程
- 帮助文档
一、简介
H钢加工时,为提高结构刚性与承载能力,常需在腹板与翼缘之间焊接筋板。
在焊接筋板的过程中,受热胀冷缩影响,零件实际成品长度可能与设计长度存在偏差。
为提高组装精度并减少返工,TubesT提供【焊接收缩补偿】功能,支持用户根据实际加工经验对零件长度进行手动或批量补偿。

二、使用方法
1.权限相关:
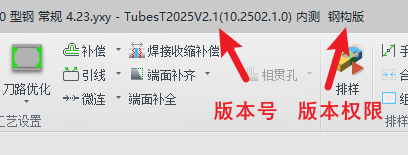
2025V2.2及以上版本支持使用此功能,请先《检查版本号》,若为低版本,可《升级套料软件》。
此外,此功能为钢构版专属功能,若不是钢构版、或者没有显示特性包、或者权限正常但仍没有功能,则检查是否《领取及开启权限》。
注:TubesT-H 钢构权限默认开启,无需检查和领取。
注:《》、【】中蓝色字体均为可跳转的教程链接,点击链接,即可查看功能对应的详细参数说明、使用方法。
2.操作步骤:
(1)手动设置
①导入零件后,双击零件列表中要添加收缩补偿的零件,让零件出现在主界面的黑色区域中。黑色区域没有零件的时候功能置灰。
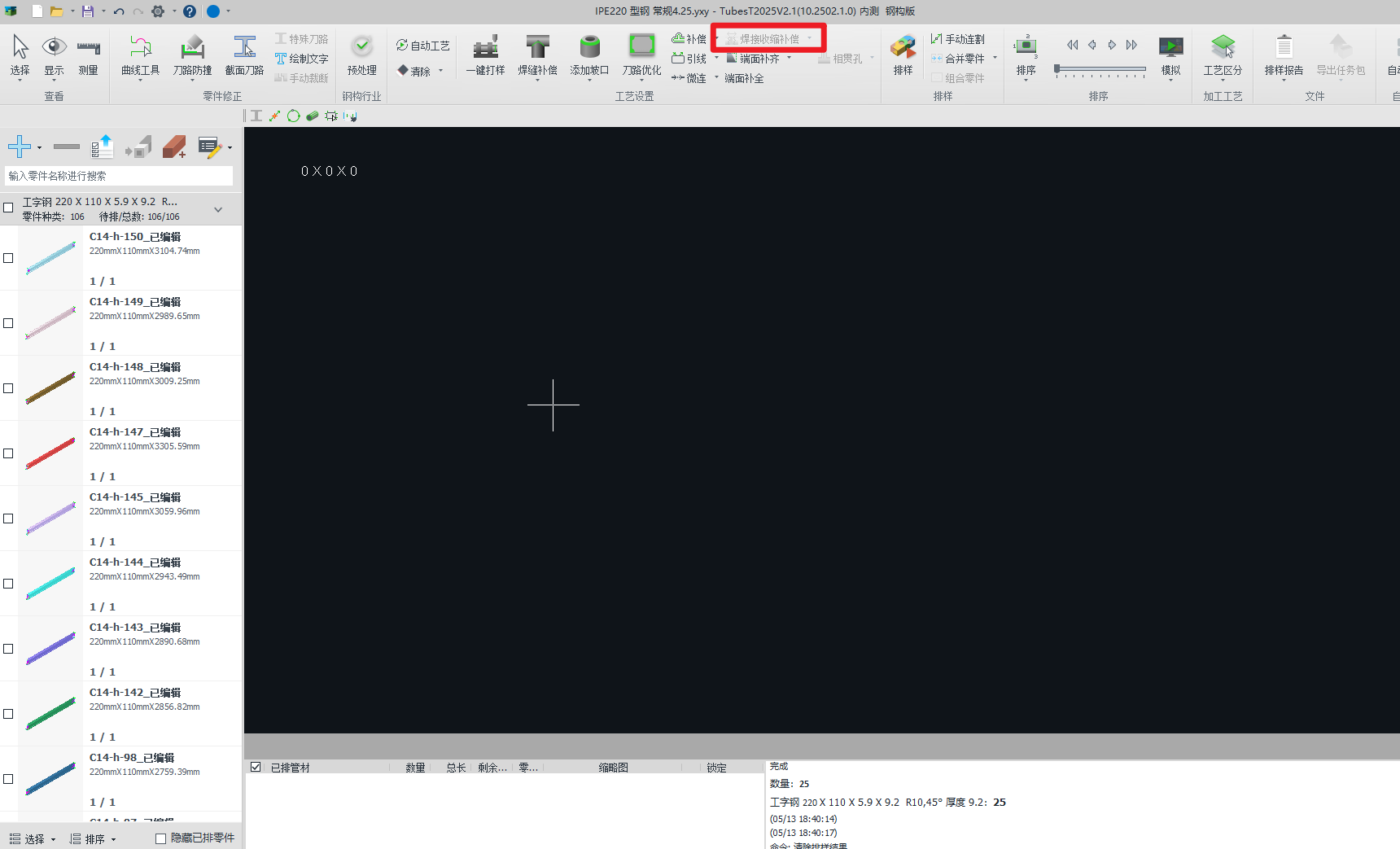
②点击顶部工具栏的【焊接收缩补偿】,将弹出设置<补偿值>的窗口。设置好后,系统将在鼠标点击的位置增加相应数值的零件长度。
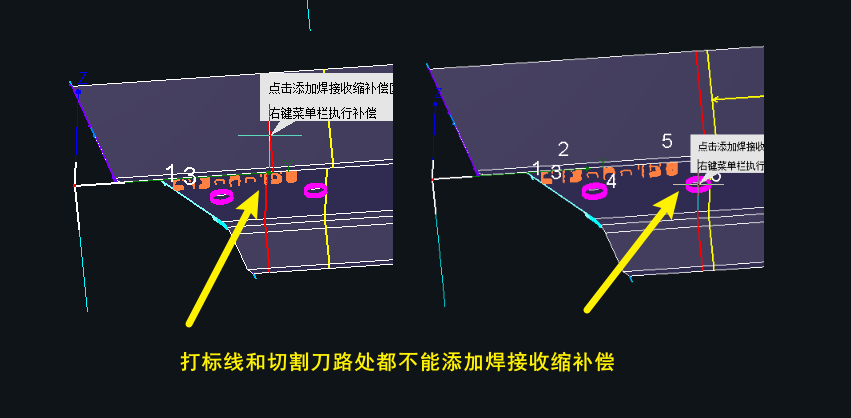
在点击时可以看到三条白线:
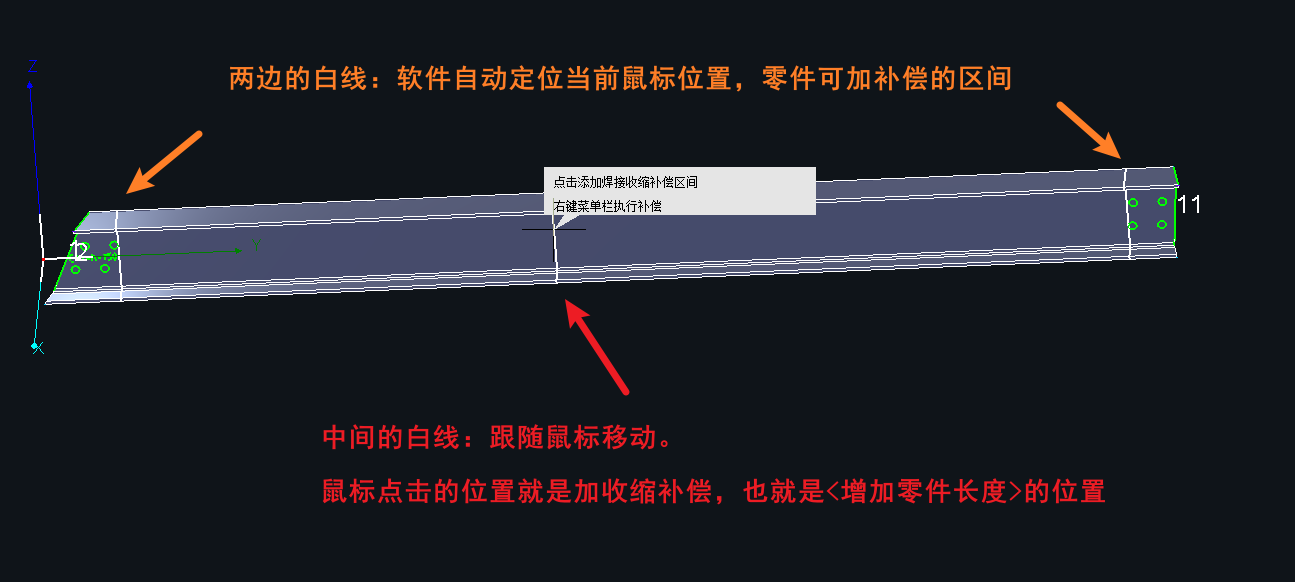
点击后会有对应的预览效果:
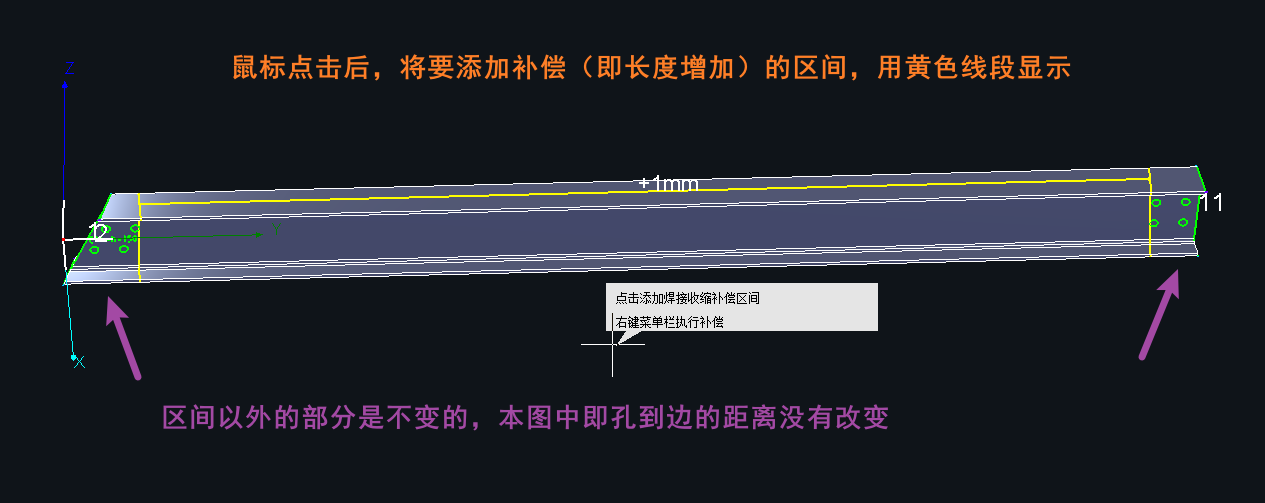
可添加补偿的区间两侧显示为白色线段;已添加补偿的区间两侧显示为黄色线段,支持继续添加补偿。
鼠标经过刀路区域/打标区域时,线段显示为红色,提示该区域不支持补偿操作。
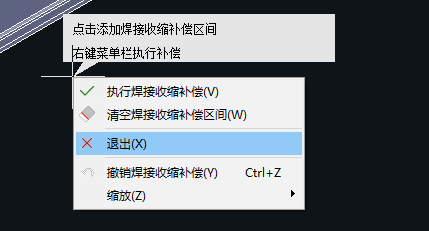
③设置完成后,鼠标单击右键,然后点击【执行焊接收缩补偿】,或在工具栏处点击【执行】,补偿量将立即应用到零件长度中,同时区间预览消失。

④执行后,零件长度改变:
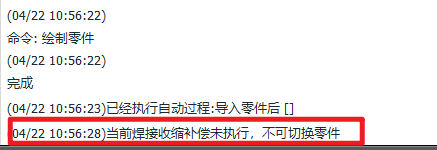
⑤您可以连续添加切换零件进行添加。不过需注意:在没有选中补偿位置的情况下,支持切换零件;如果添加了补偿却未点击执行时,不支持切换未排零件。
⑥执行完毕后,想要退出该功能,右键单击零件并选择【退出】、或者零件列表左上角点击【退出】、或者按下【ESC键】均可返回主界面。

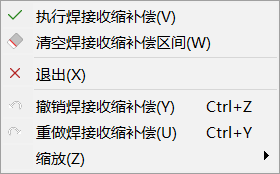
⑦其他参数释义:
清空焊接补偿区间:清除当前区间内尚未应用的补偿量。
退出:退出焊接收缩补偿命令。
撤销手动焊接收缩补偿:撤销上一步已应用的补偿操作。
重做手动焊接收缩补偿:恢复上一次被撤销的补偿量。
补偿值:在【焊接收缩补偿】命令中,可以在顶部工具栏右端为不同零件调整【补偿值】。
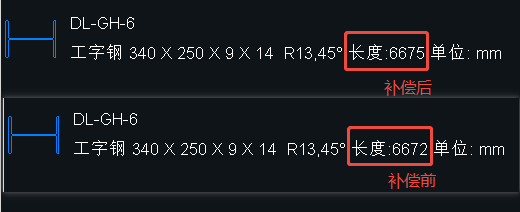
⑧经过焊接收缩补偿的零件,会在整体零件长度上增加指定的补偿量,并在零件属性显示【焊接收缩补偿值】,如图所示:
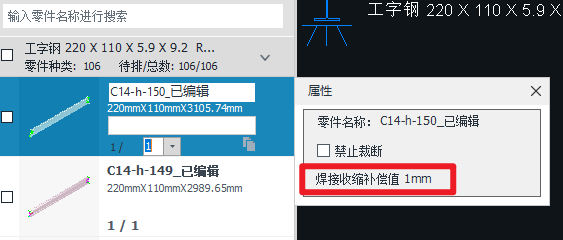
(以添加3个1mm补偿为例)
(2)自动设置
①导入零件后,双击零件列表中要添加收缩补偿的零件,让零件出现在主界面的黑色区域中。黑色区域没有零件的时候功能置灰。
②点击顶部工具栏【焊接收缩补偿】旁的下拉三角,选择【批量焊接收缩补偿】,将弹出以下窗口。
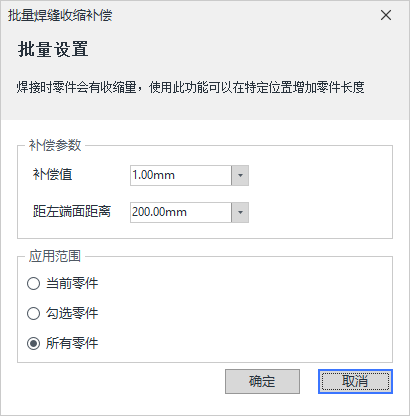
距左端面距离:指定补偿位置与零件左端面的Y向距离,单位为毫米。
应用范围:用于设置将焊接收缩补偿添加到当前零件/勾选零件/所有零件。
③若批量操作中部分零件补偿失败,系统将弹窗提示失败零件及失败原因,如图所示:
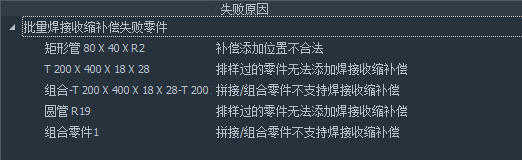
此时修改参数即可。若没有错误提示,则为添加成功,此时检查零件长度是否改变即可。
三、注意事项
-
任意管型(圆管、方管、角钢、槽钢、工字钢等)均可使用此功能。
-
【焊接收缩补偿】仅对未排样的零件生效。
-
暂不支持对组合零件、拼接零件(如T型钢拼成H钢)添加。
-
无论手动还是自动添加补偿,每次添加补偿后,再次添加将以上一次补偿后的零件长度为基础进行计算。
-
原本可用TubeDraw编辑的零件,添加【焊接收缩补偿】后将无法进入TubeDraw界面,因此建议将本功能作为刀路处理前的最后一步操作。



-

联系我们
-

在线咨询