



























- 软件下载
- 说明书
- 视频教程
- 帮助文档
TubesT-排序策略
一、简介
TubesT提供了丰富的排序方式,在<排序>的下拉菜单,可以选择不同的排序策略。排序策略主要分为【自动排序】、【手动排序】。
二、【自动排序】使用方法
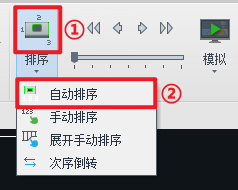
点击【排序】或者下拉菜单中【自动排序】功能。
★ 注意:如果是型钢机,直接选择【防浮渣排序】,如果是切管机可以选择【按Y轴排序】或者【按面排序】。
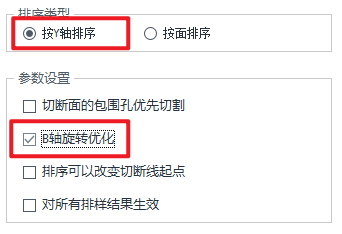
1、按Y轴排序(常用排序策略)
-
- Y轴是管材的延伸方向,按照Y从小到大排序也就是从管头到管尾。如果两个图形的起点在同一个Y轴坐标上,则采用顺时针顺序进行排序。
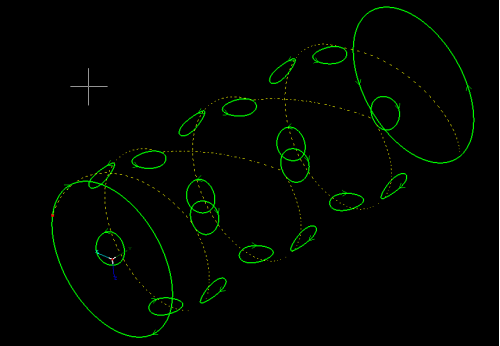
(黄色为空移路径)
-
- B轴旋转优化(仅Y轴排序可使用,适用于绝对值编码器)
- 如果B轴的伺服电机用的是绝对值编码器,B轴一直朝着同一方向转,到一定程度编码器反馈值会溢出,导致软件报警,切割中止。如果是①切断线方向顺时针、逆时针依次交替;②管面孔的空移方向顺时针、逆时针依次交替,控制B轴一直在较小的圈数范围内加工。
- B轴旋转优化(仅Y轴排序可使用,适用于绝对值编码器)
2、按面排序(图形数量大、大小相近、位置整齐的零件排序效果极佳)
-
- 这种排序策略会将同一个面上的图形优先排在一起,在每个面上按照Y从小到大和顺时针的策略排序,加工完一个面再转到另一个面加工,以此优化路径、减少旋转次数。
- 需要设置分段长度:将管材按长度分段,在每段上分别按面排序,而不是整个管材都要加工完一面才能加工另一面。
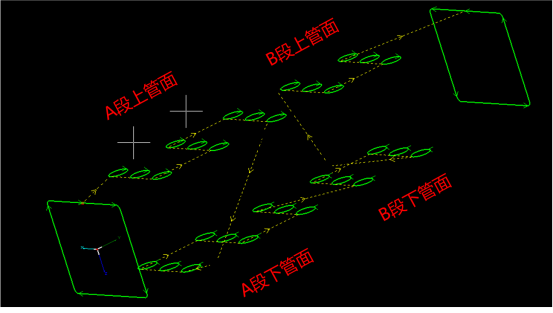
将方管设置分段长度划分为A段和B段。
加工完A段的上管面后会旋转管材,加工A段的下管面;加工完A段下管面后,不会旋转去加工B段的上管面而是直接加工B段的下管面。
-
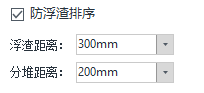
- 防浮渣排序(型钢TubesT-H套料软件专用)
型钢机切割翼板时,切割头在水平方向出光,熔渣会落在腹板上表面。熔渣是呈扇形喷溅的,所以会覆盖腹板Y方向的一定区域,覆盖范围和切割工艺有关。
这种情况下,如果继续在腹板上切割,会导致熔渣频繁剐蹭喷嘴,无法稳定生产。为了避免这种情况,推出了《TubesT-防浮渣排序》。
3、参数设置
-
- 对所有排样结果生效:如果开启此功能,每次的排序命令会运用到所有排样结果上。
-
- 排序可以改变切断线起点:如果开启此功能,允许软件调整切断线起点,在某些情况下可以得到更短的空移。
-
- 切断面包围孔优先切割
-
-
如图所示,不勾选切断面包围孔先切,123号孔排在前切断线后面切割。勾选后先切孔,后切切断线。
-
这样可以避免切断面切割完成后再切孔、可能出现的管材缩回来时被切断面翘起的废料卡住、不好夹持等问题。
-
-
- 切断面包围孔优先切割
三、【手动排序】使用方法
1、手动排序
手动排序可完全按照心意设置切割顺序,且可以同时改变轨迹起点位置。具体使用方法请参考《TubesT-手动排序》
2、展开手动排序
展开手动排序是手动排序的一种拓展,将三维图形展开到二维,在二维空间上进行排序,可以解决三维里不好选取的问题。具体使用方法请参考《TubesT-展开手动排序》。
四、常见问题
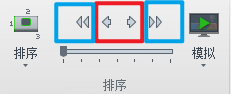
1、怎么微调刀序?
进度条上方的箭头可以微调刀序。先选中刀路,再单击箭头,红框内可以让刀序往前/后一个,蓝框内会把该刀放到最前/后。



-

联系我们
-

在线咨询