



























- 软件下载
- 说明书
- 视频教程
- 帮助文档
一、简介
切H钢过程中,切割头摆动可以切出坡面,但因机械结构限制,切割头摆动角度通常最大在±45°,超过上限则会报警。
为高效加工,套料里面图纸处理时,当检测到坡口角度超过±45°时,在模拟、导出时就会出现弹窗提示。

同时,软件内有相应的“超摆角”提示,可定位到①零件列表中的零件;②具体是某条刀路出现问题:
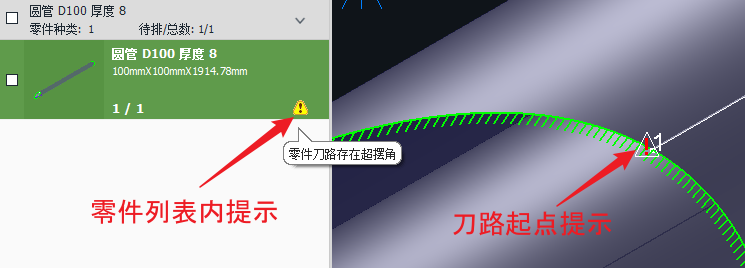
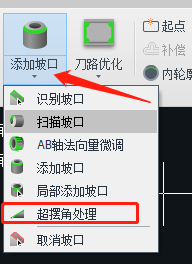
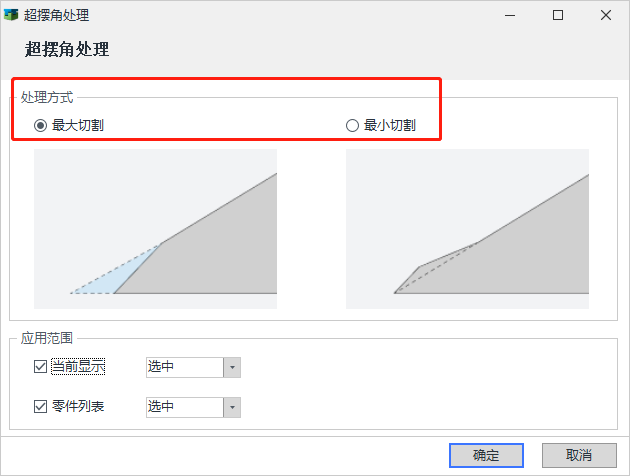
当外部导入的零件上坡口角度超过实际机床所能加工的最大角度时,这样的图纸是无法加工的。如果想要继续加工,可以选择【超摆角处理】功能,通过改变图纸坡口角度的方法进行加工。
二、使用方法
7.1.55版本开始,TubesT支持【超摆角处理】;
7.1.59版本开始,TubesT支持【超摆角零件定位】;
若打开软件发现没有该功能请点击右侧链接,升级套料软件 → 下载链接。
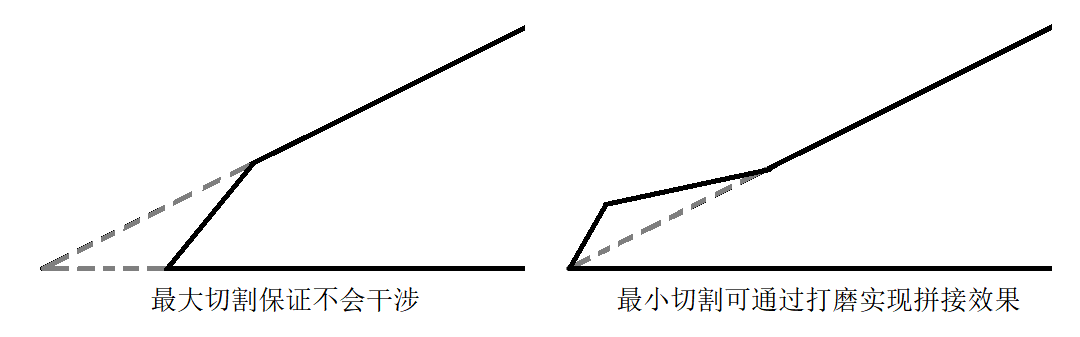
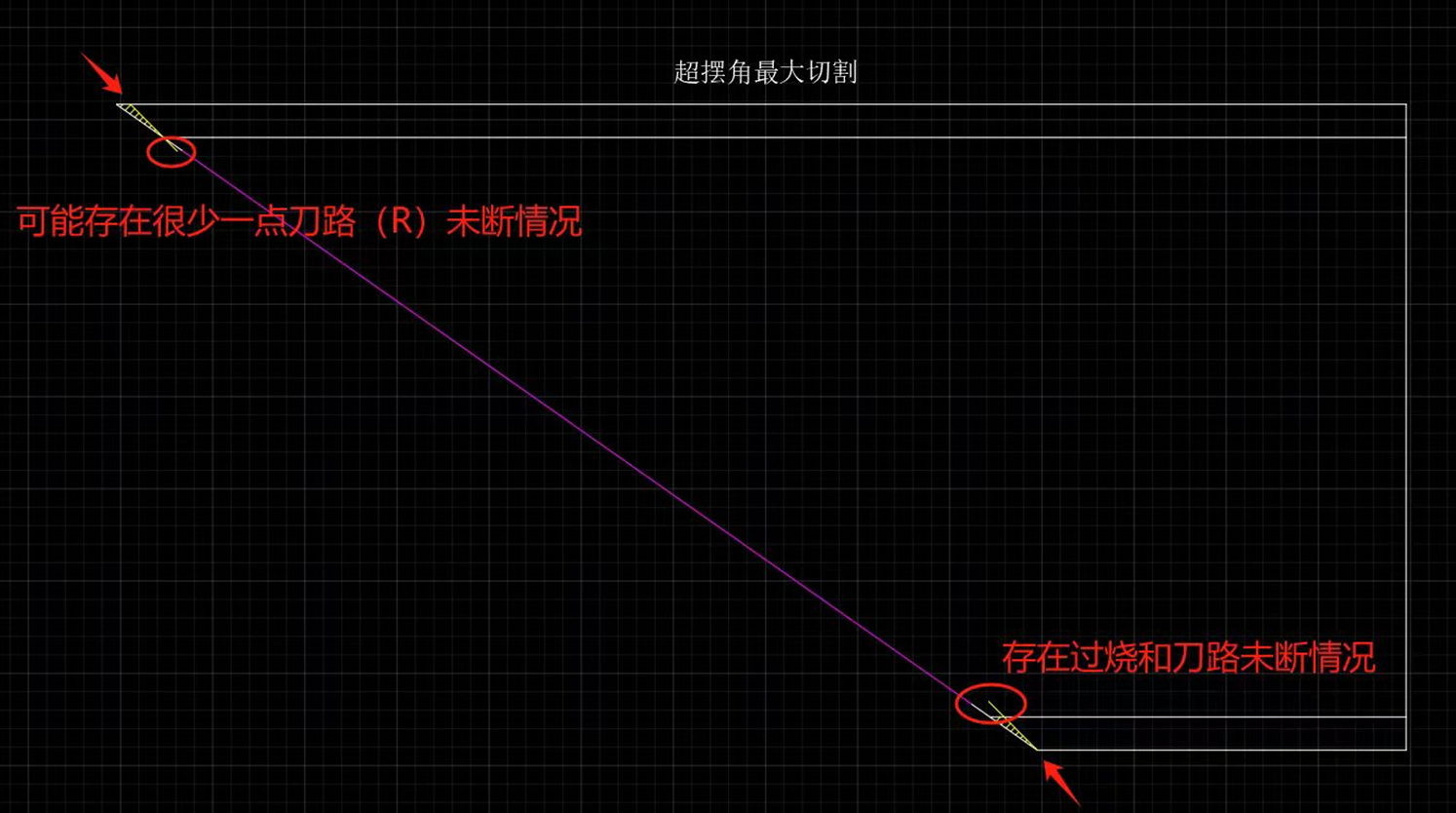
最大切割:即实际多切点,保证超过摆角的刀路改变角度后,零件拼接不干涉。
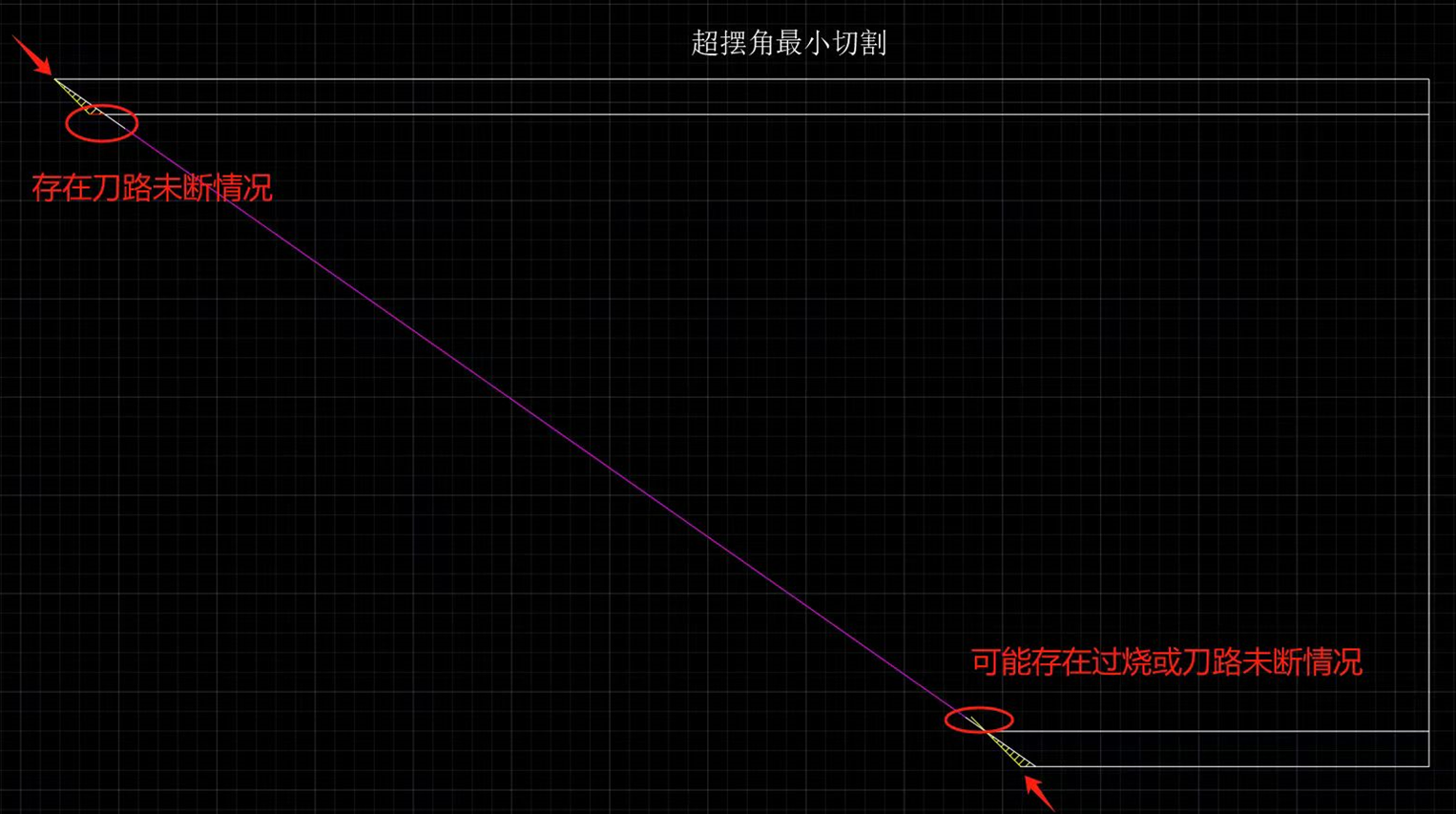
最小切割:即实际少切点,保证超过摆角的刀路改变角度后,零件体没有缺失,多出来的部分后续可通过打磨实现原图纸的效果。
★ 注意:对于工字钢刀路,超摆角处理后可能会不接刀(见下文常见问题中的图片),建议直接在【端面刀路优化】中修改翼板角度。
★ 注意:对于其他不封闭截面(如角钢槽钢),需要检查零件刀路,具体方式见下文。
3.操作视频:
三、常见问题
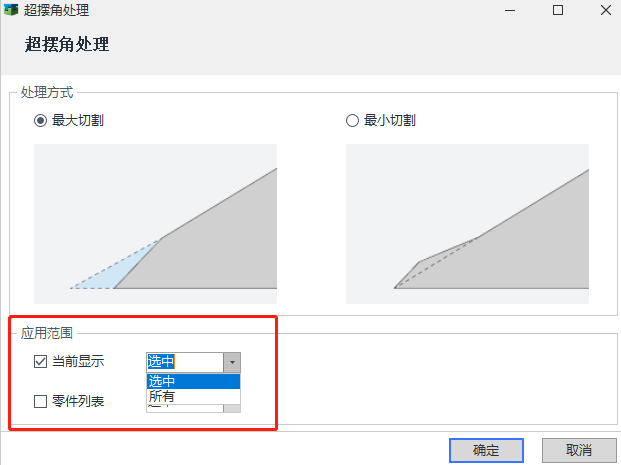
检查下图设置,45°,若不是则改回45度默认值。
当此处设置为60度时,超摆角只会处理60度以上的刀路。若某坡口角度为50°,超摆角处理不会处理50度的刀路。

2.如何判断当前超摆角的刀路具体是多少度?
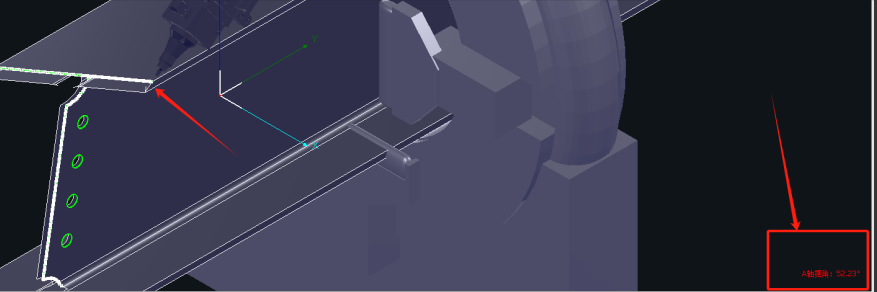
(1)选中某条刀路点击模拟,右下角会显示当前切割头的实时摆动角度。
(2)点击测量,然后点击某条刀路,日志栏会显示此处的切割头摆动角度。

3.【超摆角处理】后,不封闭截面如角钢、槽钢、工字钢不接刀怎么办?
目前不接刀问题只会出现在不封闭截面中。
对于工字钢,可以使用【端面刀路优化】,调整翼板角度,或者加大功率硬烧断;
对于其他管型,需要检查是否会切伤零件,可以【调整LC刀序】避免切伤、调整工艺硬烧断。
如果这些都不是您想要的方式,可以直接修改原图纸,或者将坡口超过45度的零件筛选掉,不加工。
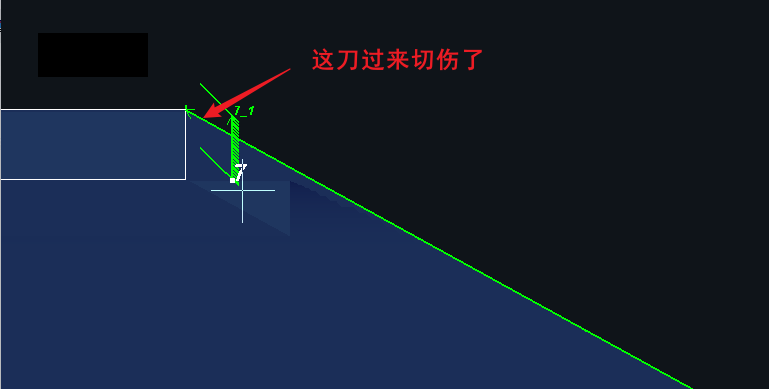
从下图可以看到,调整后可能会存在一边翼板与腹板衔接不上、另一边切过伤情况,需要后续注意调试工艺。



-

联系我们
-

在线咨询