



























- 软件下载
- 说明书
- 视频教程
- 帮助文档
简介
下图所示的V槽,折弯后呈圆角状。
写在前面:为什么要用TubesT画圆角V槽
涉及到的参数就是下图的这些。其中最关键的,是直线段L,应该比两个圆弧段的和大一点。
比如图里就是R6的45°圆弧,单个弧长l是4.71mm;直线段L应当略大于2*4.71=9.42。
至于L比2l该大多少,需要调试。如果过大,就有缝隙;如果过小,就会干涉折不了。
用第三方绘图软件画,一般取L=2l+2α,其中,α取经验值0.4或0.5mm,相当于固定补偿0.8或1mm,既不考虑厚度、也不考虑角度。
优点是简单粗暴好理解;缺点是没有依据,全靠感觉和反复调。
TubesT采用的K因子法:
L=2l+2πKT*θ/360°,其中,T为折弯厚度;θ是折弯角度,最常用的是90°;K对于每种材料有固定的经验值。经验值K一旦确定,补偿大小自动根据折弯角度、折弯厚度计算得出。
优点是不需要反复调试,上手就能切出来折弯;缺点是K的值需要有准确的经验值。
一、TubesT绘图方法
在TubesT的<绘制零件>内,对于矩形管主管,可以增加<圆角V槽>。
下面示范用50*50 R1.5 厚度1的矩形管作图。
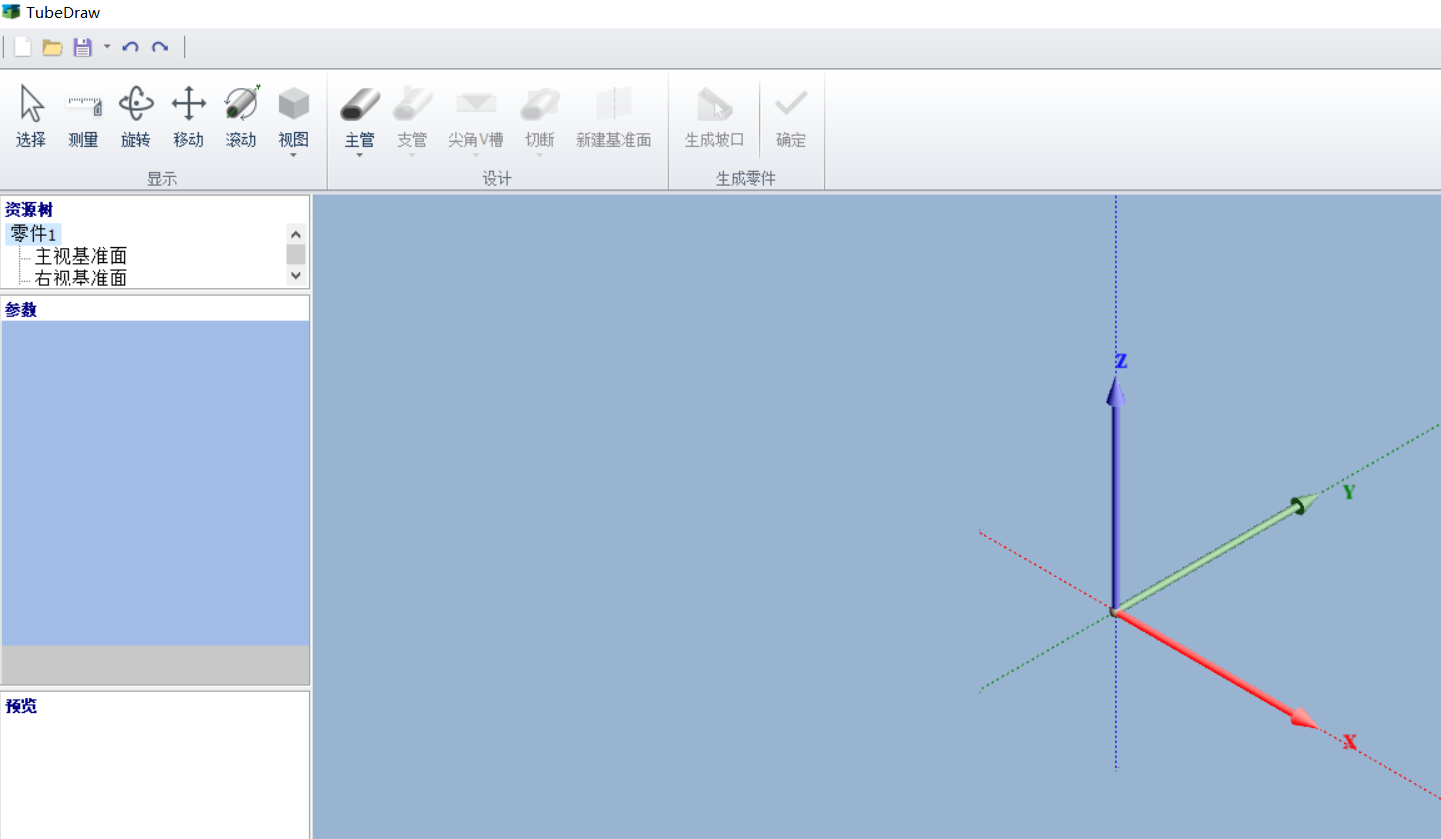
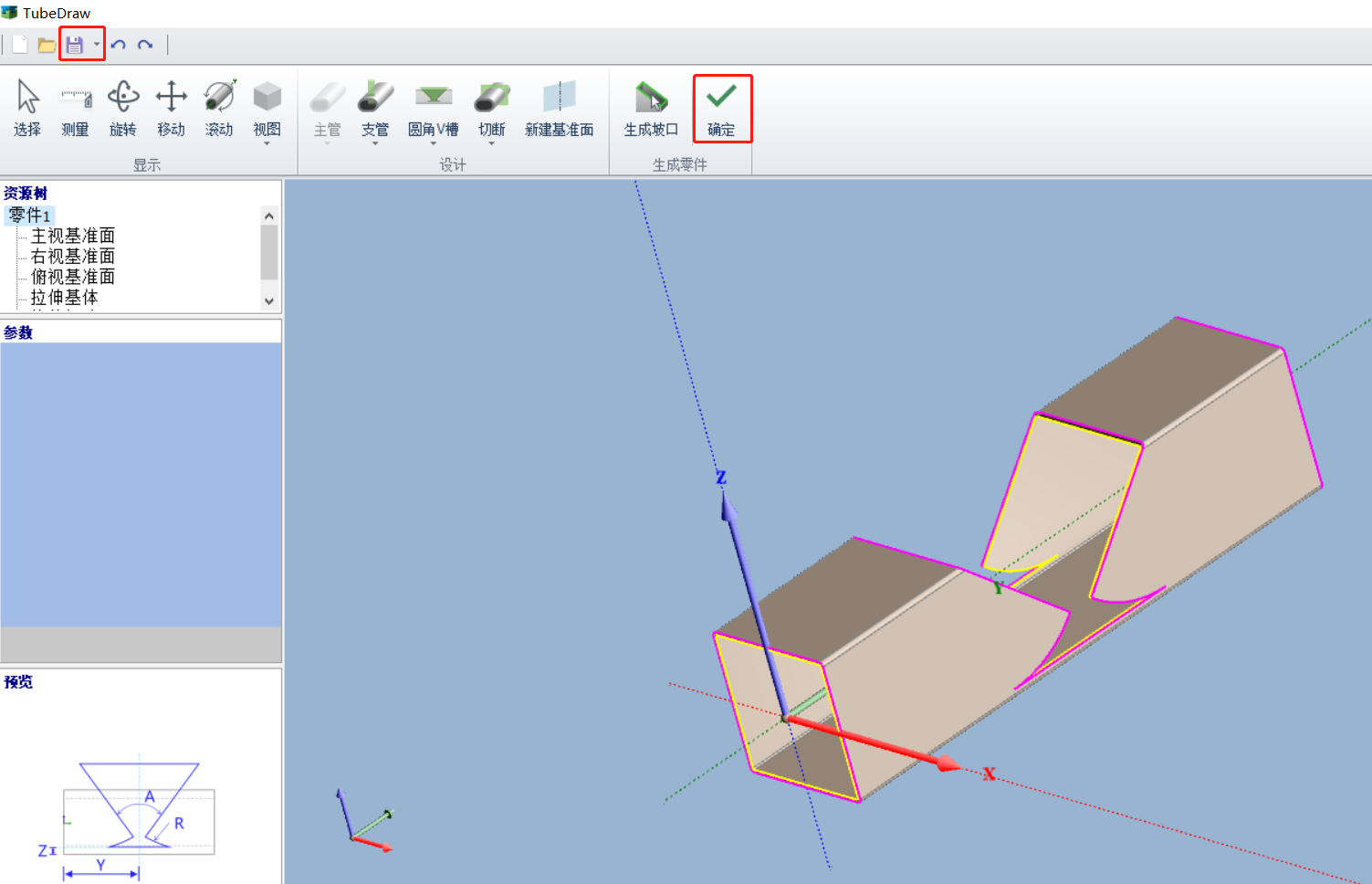
1、点TubesT的<绘制零件>,进入绘制界面
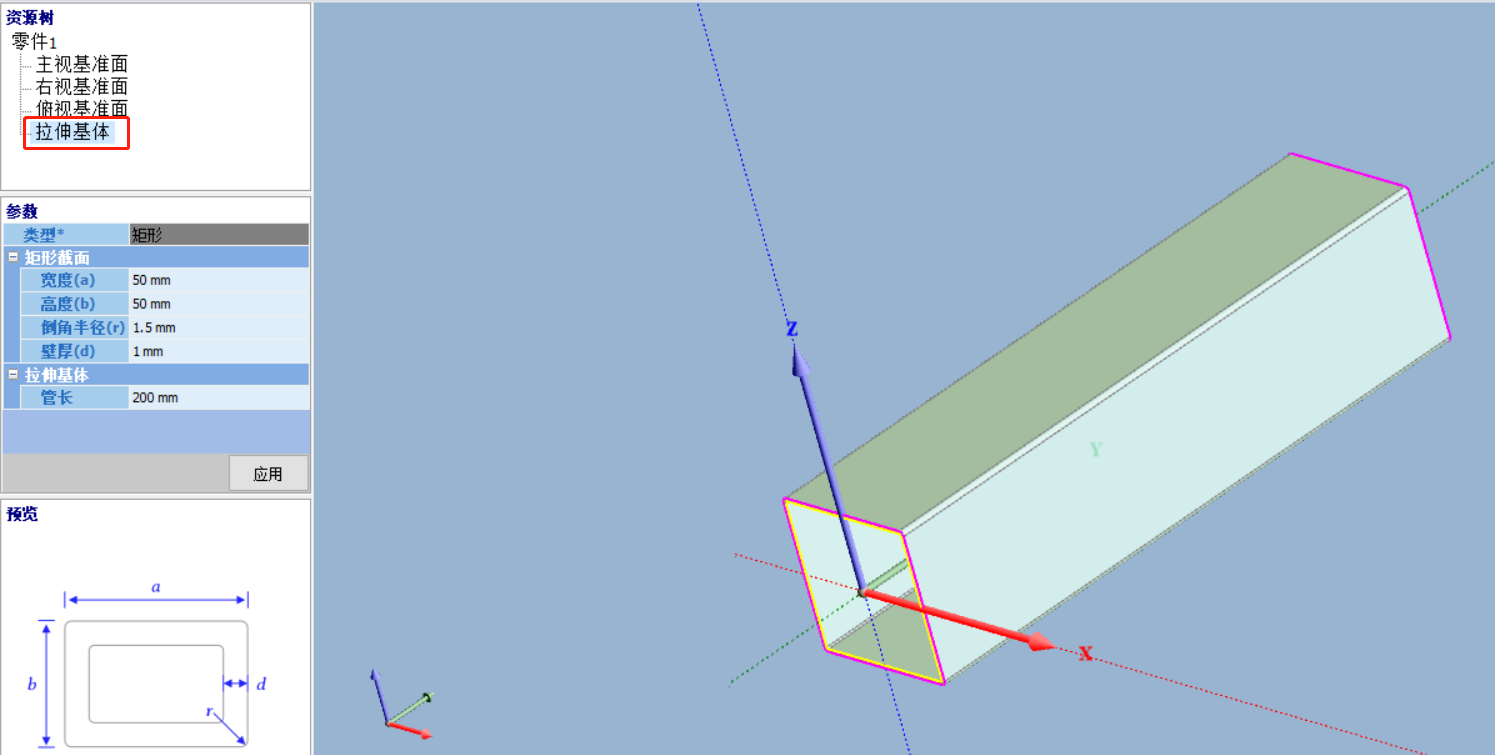
2、新增主管,类型选矩形管,填入参数50*50,倒角1.5mm,厚度1mm,长度200mm。

点应用,主管部分就生成了。
资源树里的第一个“拉伸基体”就是刚刚的主管特征参数,再次点击也可以修改。
3、在<V槽>的下拉菜单里,点<圆角V槽>。

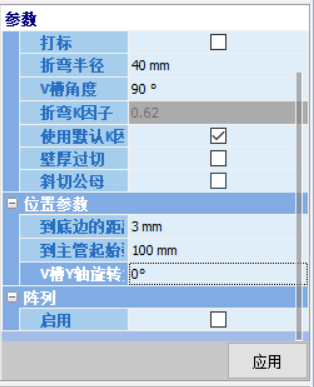
照下图设置参数,然后点<应用>,V槽就画好了。
接下来,如有需要可点保存,保存jhb格式的零件,用于下次加工或调试。
不需要保存零件的话,直接点<确定>生成零件。
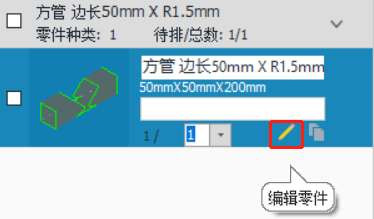
需要修改零件参数的时候,选中零件后,点击小铅笔会再进入绘图界面。在资源树里点击对应的特征,参数都可以修改。
二、调试方法
上面示范了如何绘图,下面讲解各参数的意义,以及调试思路。
(1)折弯K因子:
用于折弯补偿。
默认0.62(适用于不锈钢管)。取消勾选<使用默认K因子>后,允许修改此参数。
理论上,V槽底部的直线段L与圆弧段长l应该满足关系:L-2l >0。
K因子越大,L-2l就越大,意味着留出的空隙越大。
不锈钢管,建议先用默认的0.62打样,如果有干涉,再将K因子调大。建议调试范围在0.6~1之间。
(2)折弯半径R:
折弯后圆角的大小。如下图所示,左为R40,右为R10。
(3)V槽角度:
例如,上面都是90°的,下面这个是两个45°的V槽。
下图分别为120°、45°的效果。
(4)到底边的距离:
建议值为“壁厚+1mm”或者“壁厚+2mm”,这样切出来比较好折。
再小就切到壁厚上了,再大了折弯容易向外翘起,例如R10的折弯半径,当取“壁厚+2mm”时,折弯就有点外翘。
(5)到主管起始端的距离:
V槽在Y方向的位置参数。
(6)V槽Y轴旋转角度:
下图V槽2就是V槽1绕Y轴旋转-90度得出来的。
(7)阵列:
在Y方向做多个同样大小的V槽。
三、折弯技巧
理论上折弯半径对拼合效果没有影响。但是事实上,R40比R10难折弯。折弯如果没有技巧,拼合效果就不好。
比如左图这样的已经干涉折不动了,不是因为K小了,单纯是因为没折好。
用一根细管子伸进去调整折弯的形状,把两个尖对上,且尽量保证折弯段不要歪,最后是可以折好的。
所以如果遇到折弯干涉,请先尝试折弯整形,别急着归咎于L长度不够。
如果真的是长度不够,再去调大K值。



-

联系我们
-

在线咨询