



























- 软件下载
- 说明书
- 视频教程
- 帮助文档
TubesT-一键打样:H钢坡口与腹板过焊孔
一、简介
在钢构行业,H钢加工中会出现一些常见的要素,如:翼板V/Y坡、腹板坡口、腹板过焊孔等。
当试机过程中没有零件图纸,又想直接测试该加工要素的切割效果时,可使用【一键打样:H钢Y坡】功能,对标准零件快速生成零件刀路。减少人工作图、修改刀路的时间。

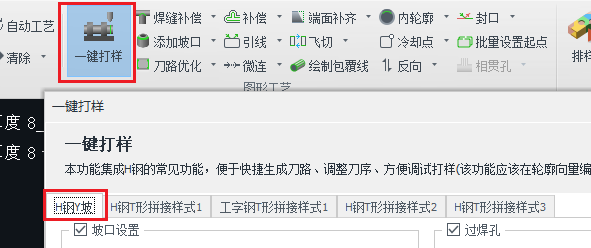
二、使用方法
1.注意事项:
(1)只支持前后切断线均为纯直切(而不是一个斜面),无任何加工特征的H钢零件。若想要管面的圆孔,可以先把孔画好,但不要修改两端截面。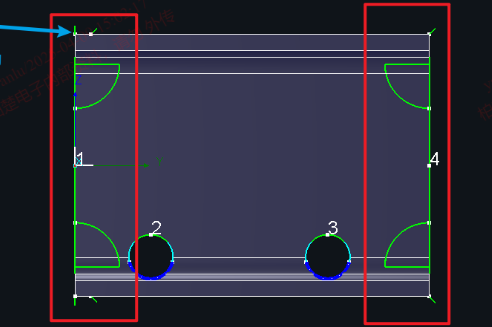
(2)一定要先进行【刀路防撞】,再做【一键打样】
2.翼板坡口:
-
- 四个翼板可以分别设置不同的坡口类型。如果设置为Y坡,则需要填入留根值。

-
- V上坡启用直切刀:
- 若生产过程中,只需要一刀坡口刀路就可以将零件V上坡处切断,则无需勾选此项;
- 若存在切不断的情况,则勾选,勾选后V上坡的位置会多一刀直切刀来协助将零件切断,此时对工艺要求低。
- V上坡启用直切刀:

-
-
- 若觉得多切一刀效率较低,不勾选直切刀,也可以使用【工艺区分】的硬烧断功能,通过工艺调试来讲零件切断。
-
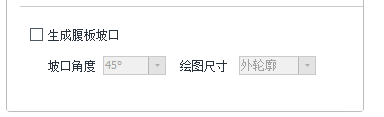
3.腹板坡口:
-
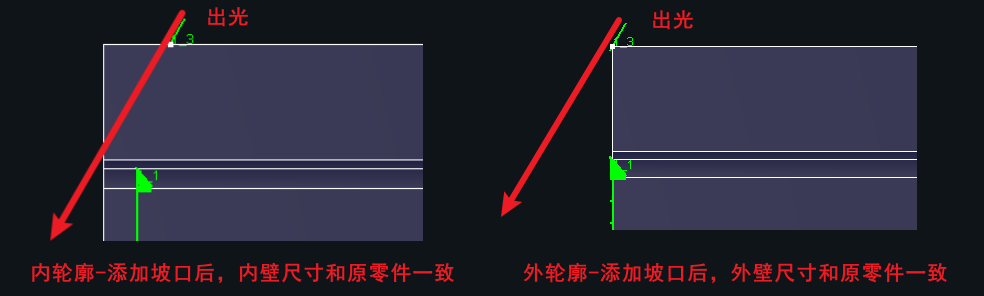
- 绘图尺寸:影响零件尺寸,详见下图。
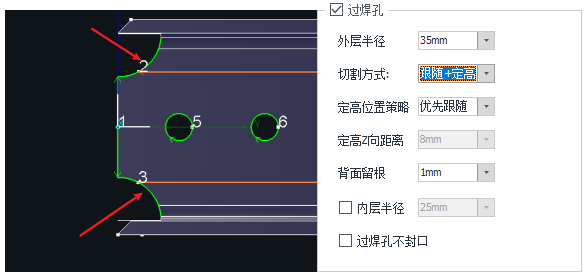
4.过焊孔:
-
- 外层半径:用于调整过焊孔大小。
-
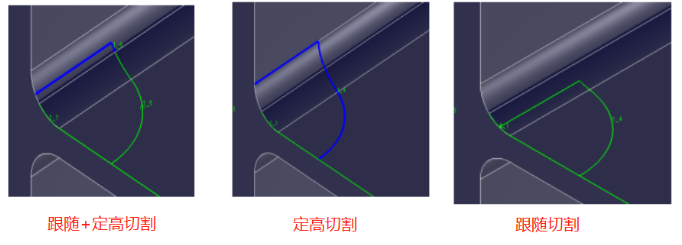
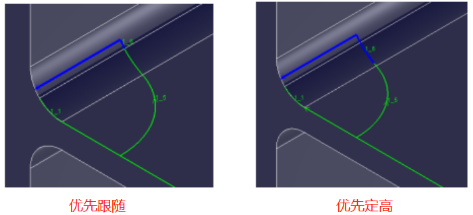
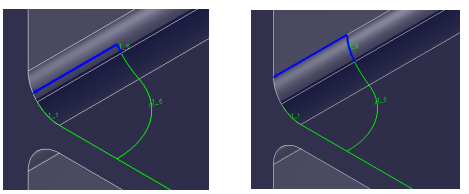
- 定高位置策略(1.51.3新功能):调整定高与跟随刀路的分割节点位置。
-
-
- 只有<切割方式>选择“跟随+定高”的前提下,才可以调整该策略选择。
- 优先跟随:红色箭头是分割点光路射过的区域,通过背面留根计算跟随上限,尽可能多地跟随刀路,虽然看起来会打伤翼板,但实际上可以通过工艺来避免翼板打伤。
- 优先定高:黄色箭头是分割点光路射过的区域,正好射出翼板边缘,分割点的光路不与翼板内侧相交,且最短距离为2mm,理论上来说不会切上翼板,对工艺要求较低。
-

-
-
- 定高Z向距离:输入参数手动设置分割节点的位置。
-

-
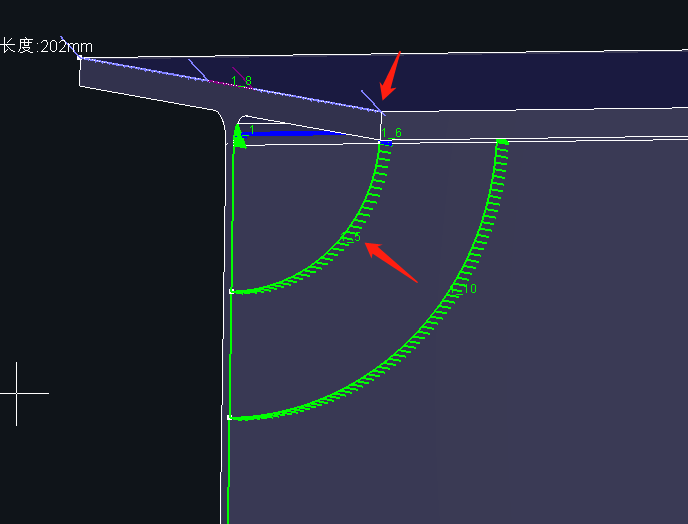
- 背面留根:用于调整过焊孔位置。根据期望的留根效果,配合调整好的轮廓向量、切割方式,软件可自动计算出R角所需刀路位置。
下图为是背面留根2mm → 0mm的变化效果
-
- 过焊孔内层半径:当切割V/Y下坡时,需要先切过焊孔再切坡口,才能排渣;而坡口那一刀可能功率较大,会把零件烧伤,此时可以勾选并设置内径半径。先切一圈小的孔,让激光烧伤的都是废料,坡口切完后再切外圈的过焊孔。

-
- 同V上坡启用直切刀相似,如果觉得多切刀路效率较低,可以通过【工艺区分】的防烧伤功能来调试工艺。此时对工艺要求较高。
-
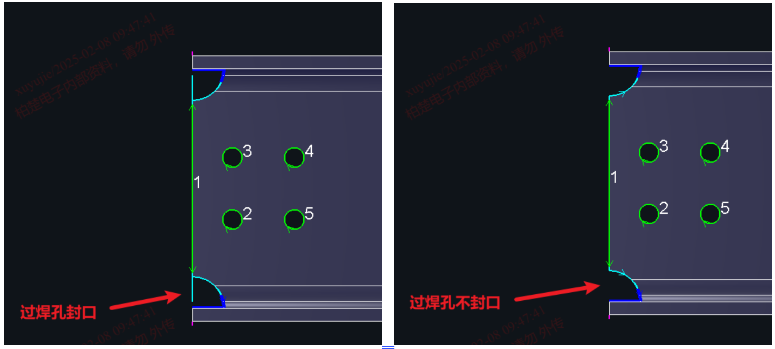
- 过焊孔不封口(1.61.1新功能):
- 若想方便落料,可将过焊孔给封口,如下图1所示;
- 若想提高切割效率,可将过焊孔不封口,具体刀路如下图2所示。
- 过焊孔不封口(1.61.1新功能):
三、其他案例
- H钢/工字钢T型拼接样式的具体使用教程见:



-

联系我们
-

在线咨询